上汽通用五菱汽车股份有限公司 山东青岛 266000
摘要:合理的加工工序对产品质量有着关键影响,在发动机曲轴加工过程中钻法兰端面螺纹孔会引起油封面的变形凸起;进而导致曲轴油封圆度超差。本文通过实践结合理论分析加工工序对曲轴油封的影响,并提出解决方法。对其他曲轴工艺有一定的借鉴作用
关键词:曲轴加工工艺;曲轴磨削;油封圆度;工艺规划
引言
曲轴是发动机的核心组件,曲轴的加工质量直接影响到发动机的安全性、动力性能等.
其中曲轴油封与密封环的外圆面贴合形成圆柱形密封面,因此曲轴油封部位要求有较高的圆度控制要求,圆度变差易引发油封过度磨损,机油泄漏等质量问题;
制造过程中通常使用高精度的磨床保证磨削加工质量,但是不同特性之间加工工艺顺序对曲轴油封圆度也有着重要影响,不容忽视。此次我们以后钻孔工序对以精磨油封面影响为研究对象,探讨合理的工艺工序对产品质量的重要性!
油封风险问题描述
曲轴工艺如下。。。比如下面文字

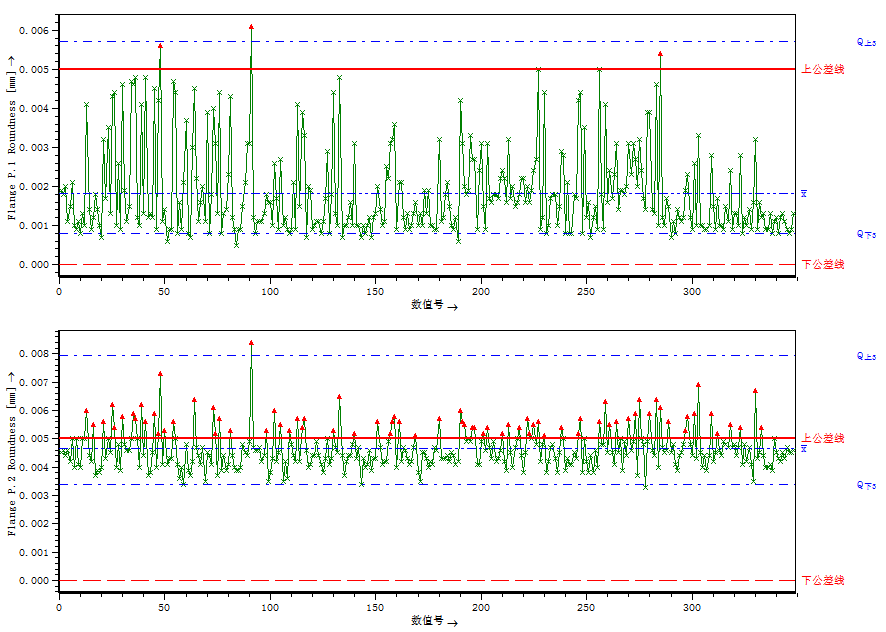
曲轴新产品生产验证阶段,下线100%检测发现30%左右产品油封圆度超差,超差范围在0-2u之间(标准:5u);不同截面上圆度存在差异,越靠近法兰端面,圆度测量值越差。
使用ADCOLE测量仪测量不合格曲轴3个截面的圆度,并绘制圆度曲线图形,其测量位置及图像如下:

6个均匀凸起与钻孔位置一致
超差件轮廓图形
测量位置示意
由上图可发现靠近法兰端面的第三截面存在显著的轮廓凸起;第二截面(中间)轮廓凸起减轻;远离法兰端面的第一截面表面轮廓只有非常轻微的波动;相对应的圆度第一截面至第三截面逐渐变差。
2.工艺分析
曲轴油封加工相关工艺过程:磨削曲轴油封时以法兰端中心孔为加工定位基准,初始工艺规划在OP60工位精加工法兰中心孔及其倒角,为后续设备磨削提供良好的加工基准;OP90工位精磨曲轴油封;然后下工序OP100钻法兰端面螺纹孔,最后OP130工位抛光油封,加工完成。
工艺过程简介如下:

加工油封圆度变差原因分析:
1、油封磨削完成之后,钻孔刀具加工法兰端螺纹孔,钻头从法兰端面进刀,刚接触时切削阻力瞬间增大,导致工件塑性变形;
2、随着加工深度的增加,刀具定心作用加强,刀具切削力逐渐变小,工件的塑性变形逐渐减小。
结论:油封磨削完成后,后道工序钻孔引起油封面变形,导致油封圆度超差。
3.工艺调整描述:
更改加工工艺,将原OP100工位加工的钻法兰端螺纹孔调整到油封磨削之前;为兼顾生产节拍要求将中心铰孔调整到OP100;中心孔倒角为工艺基准,为避免对其他设备加工造成影响不做改变
更改后工艺方案如下:


更改后,再次使用ADCOLE测量仪测量曲轴3个截面的圆度,其测量位置及图像如下

批量生产验证:断点后曲轴油封圆度显著改善,PPK>1.67
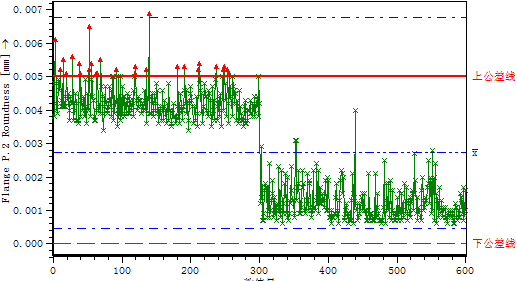
改进断点
结论
通过实践证明磨削后钻孔,油封表面留有钻孔引起的变形,引起最终产品圆度超差;通过工艺优化,改为先钻孔后磨削,油封表面即使变形也在后磨削时消除,无残留变形。在不增加任何生产成本的情况下有效提高了产品质量,这对非新投产的设备生产线建设具有指导意义。
参考文献
陈安字 陆克久 钱瑛. 曲轴油封的密封机理及其使用寿命的影响因素. 润滑与密封,2005,1
张大为,刘奎丰.曲轴磨削加工中主轴颈圆度的影响因素分析[J].经济技术协作信息,2015(22):64.
陈逢源,钟安飞.曲轴中心孔圆度对磨削质量的影响[J].企业科技与发展,2013(23):19-21.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



