百色学院 广西百色 533000
摘要:此项研究选取了叶轮作为实例,利用CAE技术进行了其注射制造流程的虚拟实验,目的是探索各种改进策略对于弯曲形变的影响,以便找出最好的制造品质,并以此指导冷却系统的构建,确定叶轮的最理想注射制作方式。通过对叶轮叠加式注射制造过程的模拟分析能够有效地预知成品后可能出现的质量问题,同时使用如调整工艺参数或改良模具构造等方式来预防现实生产中可能会出现的问题,进而提升整个产品的质量,增加工作效能,降低制造成本,为相关的领域提供了数字化的基础与实践性的借鉴。
关键词:CAE;冷却系统;翘曲行为
1 前言
变形翘曲是指制品在完成制作之后,其形状与预期的形态有明显的偏离。若翘曲变形程度过大,不仅会导致产品的功能受损和外观缺陷,更会在装配过程中带来极大的困扰,尽管有时可以通过装配调整来克服这一问题,但由此产生的内部应力会极大地增加产品在使用过程中因外力作用而开裂的风险。因此,对翘曲变形进行精确的预测和控制,对于提高产品质量至关重要。
冷却系统决定着注塑模具成型的好坏,也会对塑件生产效率、生产质量等产生关键作用。模具注塑成型执行的流程中,型腔冷却就占到整个成型周期时长的80%,那么如何合理控制冷却介质、冷却流量、冷却温度、冷却水路等,是保证冷却速率、冷却均匀性的重中之重。通过将传统冷却系统,与CAE辅助分析软件 结合,进行动模、定模、型腔四周的冷却水通道设置,可以最大程度实现塑件的均匀冷却,避免制品冷却不均匀的翘曲变形问题。
本次研究的重点将聚焦于叶轮冷却系统的设计与优化以及翘曲变形行为的预测与控制。对叶轮注射模型的研究旨在有效地预估成品的弯曲形变,并据此优化冷却体系的设计以降低其发生的可能性,进而预防或减轻实质生产的瑕疵问题,以此实现最佳的产品制造品质,进一步提高产品的总体质量,降低制作成本,同时为相关的领域提供了理论数据的支持与实践策略的借鉴。
2 注塑产品的分析
本次用于模具设计的塑件为矩形座,应用UG10.0软件绘制的叶轮三维模型见图1所示,通过产品三维图可以看出具体的产品结构和外形特征,它的整体结构较好,产品外表面为较复杂的空间曲面,综合考虑使用注塑成型加工。
ABS是很常用的一种工业塑料,具有很强的耐腐蚀、耐摩擦性、高强度性以及化学稳定性,并且它的经济成本不高,是一种物美价廉的材料,所以本次叶轮产品注塑模具设计选取的材料是ABS。因ABS塑料产品在注塑成型冷却后会翘曲变形产生收缩,ABS材料的收缩率在0.3%~0.8%之间,该叶轮产品的收缩率取0.5%,在绘制UG三维图时放大产品倍数到1.005倍。由于叶轮需要高速运转,为了提高使用的安全性,在叶轮三片叶子拐角较锋利的部分进行倒圆角处理。在制造模具的过程当中,我们需要保证塑料制品能顺畅且迅速地从模具中推出,以防止其表面的刮痕出现。依据产品的确切高度,选择合适的脱模角度是2°。由于叶片常在室内温度环境下运作,具有稳定的性能表现,无需应对强烈的冲击负载。然而,叶片的曲线形状较为繁复,内部壁厚的分布并不均匀,因此形成过程相对艰难。对于风扇叶片而言,它们的尺寸准确性和外表面品质的要求非常高,故而风扇叶片的粗糙度通常设定为Ra=0.8μm。
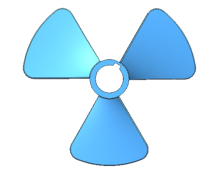
图1 产品三维图
3 冷却系统的设计
对于各种材质的需求,其所需的模具温度各有不同。例如,此次用于制作叶轮的模具所选用的材料为ABS,这种对模具温度需求相对较小的塑料,只需配置适当的降温设备就能达到预期的效果。我们选择使用循环水来实现降温的目的,并通过调整水流速率来控制模具的温度。
3.1 冷却系统设计原则和计算
发动机冷却风扇叶片厚度较小,如果冷却不均匀,就容易出现应力不均、翘曲变形的缺陷。冷却系统的设计需要遵循许多必要的原则及注意事项,具体如下:
1.动态定模必须分离冷却并维持其平衡,塑料部件的壁厚和孔径呈正比关系。选择8 mm以上直径的冷却水孔是必要的,但不应设计过深以防止加工偏移导致漏水。尽可能多地使用冷却水孔,同时保证冷却水孔到型腔表面的间距均匀。
2.冷却水道不能太长,通常采用路路通的方式,尽量减少多路循回连接方法,冷却水道的直径可以在保证塑件的性能不变的情况下尽可能的大一些,方便水流快速流动。
3.冷却水路尽可能的均匀设计,塑件成型位置尽可能的靠近,以提高冷却的效率。
3.2冷却时间分析
当塑料熔体充满模具腔并达到可以取出塑件的阶段,这段时间被称为冷却时间,通常占整个注射生产周期的80%。根据ABS材料和壁厚设计,经查资料可知,冷却时间为38秒。
3.3冷却系统机构的设计
在本次叶轮模具设计中,设置的冷却水路直径皆为8mm,并且能够在符合设计原则的情况下满足塑件的冷却需求,具体设计如下图所示:
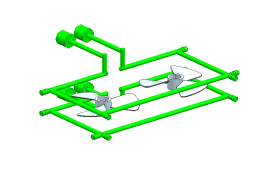
图2 模具冷却水道设计
4 Moldflow模流分析
4.1 流动前沿温度分析
在20℃范围内,流动前沿温度能保证塑件的均匀注塑成型,而分析报告显示,该叶轮产品的温度波动微小,最高和最低温度之间的差距只有1.3℃,整体温度较为平衡,能够很好的完成熔体的填充。
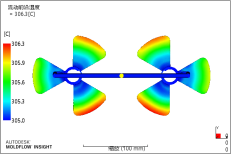
图3 流动前沿温度
4.2 翘曲变形分析
塑料的翘曲,是指其未能按照预设形状进行成型,却出现了表面扭转。主要引发这种情况的因素在于塑料收缩不均匀。本次叶轮模具设计中,通过报告中X方向、Y方向、Z方向以及整体变形可以看出叶轮塑料拥有较为均匀的收缩率,其中X方的翘曲变形最大,变形量为0.1581,塑件向总翘曲量为0.2126,塑料不容易翘曲变形,仅仅会缩小尺寸,在设计塑料的时候放大倍数为1.005倍。
5 总 结
本项目以CAE技术为基础,探讨了叶轮冷却系统的构建和翘曲现象的预测问题。利用Moldflow工具来评估叶轮塑料制品的性能,并根据其分析成果给出具体的产品构造建议,以便于识别出其中可能存在的瑕疵并对之加以改善,从而实现最佳的制成品质量。这有助于设计师更准确地理解模具浇注系统和冷却系统的架构设计是否合理,进而大幅度减少设计时间,提升工作效能,显著降低设计所需的时间。
参考文献:
[1]王媛,杨晶,孙然.基于CAD/CAE技术的复杂面板注塑模具设计研究[J].科技资讯,2023,21(21):100-104.
简介:何宛书(2002-),女,汉族,广西柳州人,本科在读,研究方向:材料成型及控制工程
项目:百色学院2023年大学生创新创业训练计划项目,名称:基于CAE技术的叶轮冷却系统设计及翘曲行为预测研究,编号:202310609120

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



