内蒙古蒙电华能热电股份有限公司乌海发电厂 016000
摘要:本文是针对火力发电机组低氮燃烧器改造后出现的问题,及目前自动控制系统现状,提出了一种的新的自动控制策略,兼顾机组效率和NOx排放的同时,提高了机组自动投入率,降低了运行人员劳动强度,保证了机组安全经济运行。
关键词:低氮燃烧器改造 自动控制 节能减排
在我国,火电厂在电力行业占了很大比重,如何提高火电厂的热效率,减少污染物排放是我国经济和电力行业发展的必然。为了响应国家关于电厂节能减排的要求,各火力发电企业都进行了低氮燃烧器改造,增加了脱硝设备,使得大气污染物排放得了有效控制。但由于控制策略没有改变,减少污染物的同时,也降低了火电厂的热效率,如何兼顾排放物和火电厂热效率是现在火电厂自动控制最重要的课题。
1 低氮燃烧器改造后存在的问题
1)灰、炉渣可燃物增加,炉效下降;
2)锅炉主、再热汽温偏离设计值;
3)炉内燃烧工况变差,配煤、配风、稳燃性能下降;
4)热工自动控制性能下降,蒸汽参数波动大;
5)锅炉煤种适应性变差。
2 低氮燃烧器改造前主要控制系统存在的问题
2.1 送风自动控制系统
低氮燃烧器改造后,要求锅炉局部应进行缺氧燃烧,如果加负荷时,先加风后加煤,减负荷时,先减煤后减风,锅炉燃烧产生的氮氧化物将会产生较大波动,氮氧化物排放将会很难得到控制,最终将影响喷氨自动的稳定性,严重时可能导致空预器堵塞等一系列问题发生。
2.2 二次风门控制系统
低氮燃烧器改造后,对原有二次风箱进行了改造,并新加了四层SOFA风,锅炉燃烧分级后,二次风门的作用和控制策略发生了根本性的改变,不再单纯的调节炉膛与二次风差压,如不对控制策略进行修改,二次风门自动将不能投入,单纯依靠运行人员手动调节,很难保证锅炉得到最佳的效率和NOx排放。
2.3 磨风量控制系统
磨组自动问题主要体现在两方面,一是磨煤机分离出口温度达不到设计值,磨冷热风门没有调节余度;二是磨煤机入口风量测量不准确,并且波动较大,导致磨组自动无法正常投入。
3 低氮燃烧器改造后主要控制系统控制策略
3.1 送风自动控制系统
为了使锅炉得到最优燃烧效率的同时锅炉NOx排放也能得到有效控制,根据浓淡分离技术原理及原有风煤交叉控制思路,采用新的基于氧量调整的送风控制策略,在实际应用中取得了不错的效果。基本控制原理为,在机组启动初期保留原有风煤交叉控制策略,锅炉总风量指令依然根据锅炉负荷指令得出,在控制回路中加入切换条件,在锅炉运行稳定后,对控制回路进行切换,使送风量只根据锅炉氧量进行调节,同时在一次风控制回路中加入给煤量指令微分前馈,通过改变一次风量来弥补缺失的部分送风量。在机组加负荷过程中,送风指令基本保持不动,加煤的同时,通过总煤量指令增加了进入炉膛的一次风量,送风量根据氧量的变化情况后进行调整,保证进行炉膛内的燃料量能够充分燃烧。在控制回路中加入适当的限制条件,解决了送风量单独通过氧量进行调节时的安全问题。通过对控制策略的调整,不仅保证锅炉效率的要求,也使锅炉NOx排放也得到了有效的控制。
3.2 二次风门控制系统
根据低氮燃烧器原理,低氮燃烧器改造后,二次风门不再调节炉膛与二次风差压,而是与机组负荷成对应关系。由于低氮燃烧器改造,使机组再热汽温受到影响较大,经调查大部分企业,低氮燃烧器改造后,再热汽温都偏离设计值较多。低氮燃烧器改造后二次风门控制思路为,机组正常运行时,二次风门开度通过机组实际负荷导出。
3.3 磨组控制系统
3.3.1 磨煤机入口风门无调节余度时控制策略
磨煤机入口热风门全开,冷风门全关时,磨组投入自动也就失去了意义。由于多方面因素的影响,企业短时间内也不能解决此问题。为了保证协调控制系统能够可靠投入,在变负荷过程中,解决制粉系统干燥出力问题,就需要从控制策略上进行改变。基本思路是,一次风压力曲线由磨煤机最大给煤量或者第二大给煤量得出,同时加入总煤量指令前馈和偏置进行控制。
3.3.2 磨煤机入口风量测量不准确时控制策略
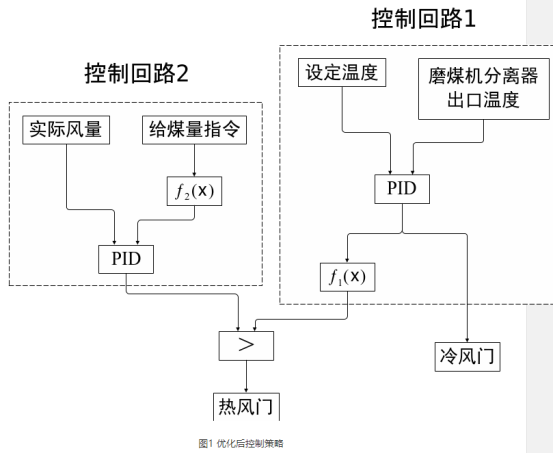
磨煤机入口风量一般受风道直管段不够,取样元件耐磨性差等因素影响,测量不准确及稳定性差,导致磨煤机入口风量自动很难能投投入。在这种方式下,通过对分离器出口风速进行处理,通过软测量手段,计算出磨煤机入口一次风量,代替原有硬件测量的一次风量。同时为了保证制粉系统干燥出力及系统的稳定性,对传统控制策略又进行了修改。改后控制策略如下图1所示。基本控制原理为,新控制回路可按照功能可分成两个控制回路,一是制粉系统干燥出力控制回路;二是制粉系统煤粉携带能力回路。在控制回路2中磨煤机冷热风门开度由磨煤机分离出口温度实际值与设定值偏差经PI调节器运算得出,根据耦合关系对热风门进行限制,磨冷风门开度在30%至80%之间时,热风门在控制回路2中保持当前指令不变,最终于控制回路1中指令通过大选得出最终热风门控制指令,新的控制思路保证了制粉系统干燥出力的同时,也弱化了磨入口一次风量在控制回路中的作用。
图1 优化后控制策略
4 结论
上面叙述的内容,是针对火力发电机组低氮燃烧器改造后以及发电企业存在上述问题时的一种自动优化策略,在实际应用中取得了非常好的效果,兼顾机组效率和NOx排放的同时,提高了机组自动投入率,降低了运行人员劳动强度,保证了机组安全经济运行。
参考文献:
[1] 刘志江.低氮燃烧器改造及其存在问题处理[J].热力发电, 2013,03:77-81.
[2] 李勇.燃煤电站锅炉低氮燃烧系统改造研究[D].华南理工大学,2013.
[3] 公力新.旋流燃烧器低氮改造及运行调整[J].华北电力技术,2014.05:58-63.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



