广东博盈特焊技术股份有限公司 江门 529728
摘要:本文概述了垃圾焚烧发电厂锅炉水冷壁泄漏原因分析。通过实验方法分析研究了泄漏原因,从材料、力学性能、化学成分、微观结构及硬度等各方面进行了测试,从材料性能变化及热应力及疲劳应力对比进行综合分析。明确了泄漏原因,提出了改善建议,从设计角度进行优化,运行角度进行控制及工艺角度进行高温防腐等。
关键词:水冷壁泄漏;环向裂纹;温度应力;镍基防腐
1. 综合概述
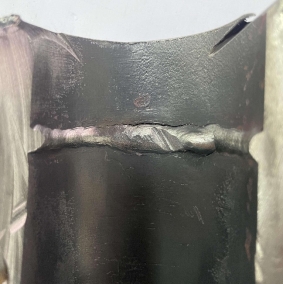
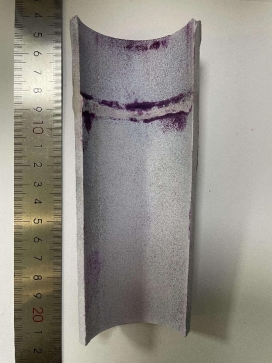
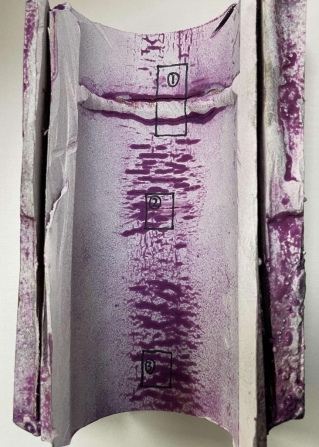
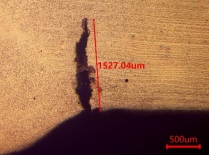
广东南海某垃圾焚烧发电项目于2019年投产,该锅炉为中温中压参数,单台锅炉日处理垃圾量为500吨,锅炉至今运行4年多。2023年12月底该电厂#7炉停炉检修,2024年1月1日该锅炉水压测试中,发现一烟道顶棚水冷壁靠近左侧墙第一根凝渣管的跳管处管子泄漏(见图1),目视检查泄露处存在明显环向裂纹。更换管子后,2日水压测试中新增一处泄漏点,该泄漏点位于一烟道顶棚靠近右侧墙第一根凝渣管的跳管处(见图2),经目视检查发现存在明显环向裂纹。
2024年1月2日从现场取图1泄露点管子试样进行相关检测分析。管子材质为20G,规格φ60*5。
|
|
图1.一号泄露点 | 图2.二号泄露点 |
2.试样检测
2.1 外观检查
水冷壁向火面清理前堆焊面有一层浮灰,泄露点明显,环向裂纹长度约25mm;清理后,堆焊(水冷壁表面做了堆焊镍基625防腐处理)纹路模糊,堆焊层存在点蚀坑;泄露点发现堆焊表面光滑,疑似过热痕迹。管内壁泄露点裂纹从焊缝焊趾处起裂,并发现密集型环向裂纹;在堆焊面疑似过热位置,内壁也有发现疑似过热痕迹。
水冷壁背火面清理前,管外表面可见原始油漆,管内壁无可见异常;清理后管内外表面均无可见异常。
|
|
图3.向火面与背火面清理前 | 图4.向火面与背火面清理后 |
|
|
图5.管内壁清理前 | 图6.管内壁清理后 |
|
|
图7.泄露点裂纹与疑似过热痕迹(堆焊面) | 图8.泄露点裂纹与疑似过热痕迹(管内壁) |
|
|
图9.漏水管旁边管堆焊层纹路清晰 | 图10.其他跳管相同位置情况 |
2.2 渗透检测
渗透检测结果显示:堆焊面除泄漏点裂纹外,不存在其他显示,见图11。
水冷壁向火面试块管内壁存在密集型线性显示,分布存在明显特征,集中在管底25mm范围内,见图12。水冷壁背火面试块管内外表面,无显示异常情况,见图13,图14。
|
|
图11.向火面渗透检测 | 图12.向火面管内壁渗透检测 |
|
|
图13.背火面管外壁渗透检测 | 图14.背火面管内壁渗透检测 |
2.3 射线检测
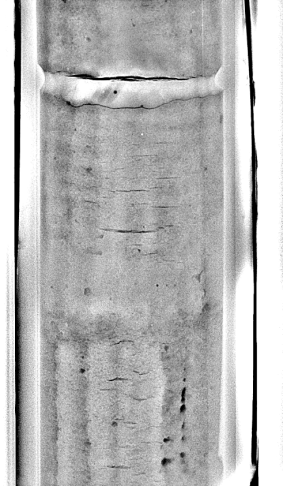
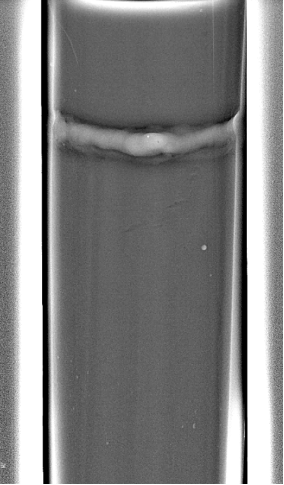
射线检测结果显示:向火面试块管中间区域存在密集型环向裂纹,背火面试块未发现裂纹。
|
|
图15.向火面试块射线检测 | 图16.背火面试块射线检测 |
2.4 力学性能检测
拉伸试样取自背火面试块,取样位置见图17。经理化实验室测试,该试样下屈服强度324MPa,抗拉强度523MPa,伸长率26%,测试结果符合材料规范,测试数据见表1。
表1.力学性能测试数据
/ | 试样尺寸 (mm) | 屈服力 (KN) | 抗拉力 (KN) | 下屈服强度 (MPa) | 抗拉强度 (MPa) | 纵向伸长率 (%) |
标准值 | / | / | / | ≥245 | 410-550 | ≥24 |
实测值 | 9.98×4.97 | 17.17 | 26.07 | 344 | 523 | 26 |
. |
|
图17.力学试样及化分试样取样位置 | 图18.试验力-时间曲线 |
2.5 化学成分检测
化学成分试样取自水冷壁背火面试块,取样位置见图17。经理化实验室检测,该试样的化学成分符合材料标准,测试数据见表2。
表2.化学成分质量分数/%
/ | 碳(C) | 硅(Si) | 锰(Mn) | 磷(P) | 硫(S) | 铜(Cu) | 铬(Cr) | 镍(Ni) | 钼(Mo) | 钒(V) |
标准值 | 0.17-0.23 | 0.17-0.37 | 0.35-0.65 | 0.025 | 0.015 | 0.20 | 0.25 | 0.25 | 0.15 | 0.08 |
实测值 | 0.223 | 0.223 | 0.505 | 0.0184 | 0.0064 | 0.079 | 0.104 | 0.035 | 0.020 | 0.001 |
2.6 金相检测
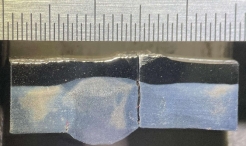
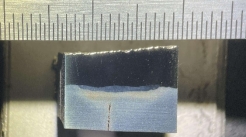
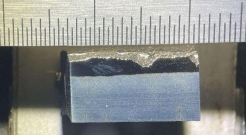
从向火面试块上取金相试样,在三个区域取样,取样位置见图20。红色箭头所指面为磨抛面,为管子纵向截面。从背火面试块上取金相试样④。
1.向火面试块宏观金相 试块①:泄露点裂纹从焊缝焊趾处起裂,裂纹贯穿母材及堆焊层,断口形貌见图19。另一侧裂纹从焊趾处开裂,裂纹沿母材延伸,裂纹深度约1.5mm。 试块②:堆焊层与母材之间存在一条夹层,疑似焊缝金属,厚度约0.8mm。经核实原材料属于客供材料,来料表面存在凹坑缺陷,焊缝金属是修复凹坑留下的。母材裂纹深度约3mm。 试块③:母材内壁存在多条裂纹,裂纹深度最大1.6mm,最小0.3mm。点蚀坑直径约3mm,深度约0.83mm,点蚀坑底部堆焊厚度约0.8mm。 |
图19.断口形貌 |
|
| |||
图20.金相试块取样位置 | 图21.宏观金相 |
2.7 向火面试块微观金相
微观金相观察裂纹附近母材组织,未发现明显异常。试块①中疑似过热痕迹,未发现异常情况。
|
|
|
试块①,25× | 试块①,100× | 试块①,200× |
图22.微观金相 | ||
|
|
|
试块②,25× | 试块②,100× | 试块②,200× |
|
|
|
试块③,25× | 试块③,100× | 试块③,200× |
图22.微观金相(续) | ||
2.8 向火面与背火面管子母材金相对比
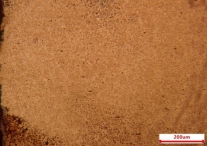
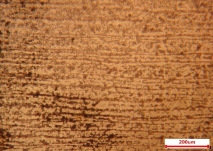
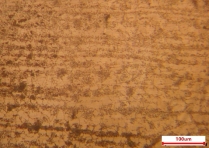
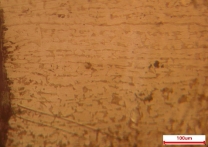
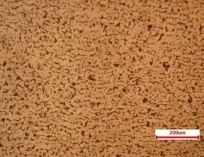
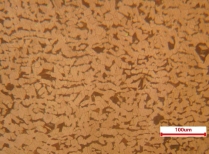
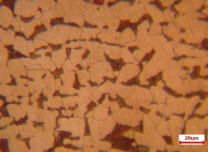
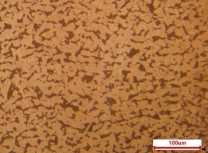
取向火面金相试块②与背火面金相试块④进行微观金相对比。金相试样磨抛面为管子的环向截面。从金相组织上看,二者都是典型的铁素体加珠光体组织,未发现其他组织缺陷;晶粒度评级显示,向火面母材晶粒度等级7.5级,背火面母材晶粒度等级8.5级,向火面母材晶粒出现变大趋势。
|
|
| |
试块②,100× | 试块②,200× | 试块②,500× | |
|
|
| |
试块④,100× | 试块④,200× | 试块④,500× | |
图23.环向截面微观组织对比图 | |||
|
| ||
图24.向火面母材晶粒度等级7.5级 | 图25.背火面母材晶粒度等级8.5级 | ||
2.9 硬度检测
对金相试块②,试块④进行母材环向截面微观硬度检测,测试方向从内壁依次向外壁测量,相邻测量点间距0.5mm。对金相试块①和试块⑤进行焊缝截面微观硬度检测,测试位置焊缝根部和焊缝上部,相邻测量点间距0.5mm。测试数据分别见表3表4。测试结果显示:
背火面母材硬度偏高,超过材料标准120-160HV的要求,不符合材料标准规范。
向火面母材硬度和焊缝硬度相较于背火面均出现明显降低。
表3.母材环向截面硬度测试数据对比/(HV1)
试样号 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 平均值 |
向火面试块② | 146.2 | 155.1 | 149.0 | 149.2 | 141.1 | 147.2 | 149.6 | 145.0 | 152.7 | 158.2 | 149.3 |
背火面试块④ | 176.7 | 176.5 | 180.5 | 168.3 | 170.6 | 174.4 | 165.9 | 169.8 | 176.5 | 193.5 | 175.3 |
表4.焊缝金属截面硬度测试数据对比/(HV1)
试样号 | 测试位置 | 1 | 2 | 3 | 4 | 5 | 平均值 |
向火面试块① | 焊缝上部 | 163.5 | 158.4 | 157.7 | 159.9 | 159.6 | 163.5 |
焊缝根部 | 142.0 | 138.8 | 136.0 | 139.3 | 145.9 | 142.0 | |
背火面试块⑤ | 焊缝上部 | 215.5 | 230.2 | 222.1 | 210.6 | 222.5 | 220.2 |
焊缝根部 | 195.6 | 197.2 | 209.3 | 200.3 | 202.9 | 201.1 |
3. 检测情况总结
通过以上一系列的检测与试验,包括外观、渗透、射线、力学性能,化学分析,宏观金相、微观金相及硬度检测等,可以发现以下结果:
3.1 外观检测对比表明,泄露处管子堆焊腐蚀层情况比旁边管子堆焊层更加严重;
3.2 NDE检测结果表明,水冷壁向火面母材内壁表面存在密集型环向裂纹,起裂点均从管内壁往母材方向延展,分布区域集中;背火面母材无任何异常;
3.2 力学性能检测和化学成分检测结果表明,管子背火面侧各项材料性能指标均符合材料标准,管子壁厚也未见减薄;
3.3 金相检测表明,向火面与背火面母材微观组织均为铁素体加珠光体,未发现组织缺陷;向火面与背火面晶粒度相差1级,向火面出现晶粒长大。
3.4 硬度检测发现,向火面母材硬度低于背火面,向火面焊缝硬度低于背火面。
4 密集型环向裂纹产生的原因分析
4.1 从上述试验2.8条,向火面与背火面母材晶粒度差异分析,向火面长时间处于高温(干烧)状态下,出现晶粒长大现象。从上述试验2.9条,硬度对比测试中向火面与背火面检测结果存在较大差异,向火面母材硬度和焊缝硬度均明显低于背火面,这一现象同样证实两侧存在较大的温度差异。
4.2 根据现场勘察与检测结果分析,由于水冷壁泄漏管子位于锅炉顶棚部位且靠近侧墙边缘,该泄漏管是一根测温跳管,向锅炉炉膛外跳转,由于顶棚管排有一定倾斜角度,跳管角度加上顶棚倾斜角度导致该位置与水平面呈现较大角度,管内水循环会出现分配水不均匀情况,再加上高温烟气传热,管内饱和汽水混合物会在局部时段内出现完全汽化现象,致使管壁温度升高超过500~700℃,管壁处于干烧状态,最终导致管内金属表面出现横向贯穿性裂纹。同时管子外壁尽管有堆焊的镍基防腐层保护,但是即便是再好的防腐保护层也无法经受长时间管子壁温过高(干烧),最终致使堆焊防护层因高温过度烧蚀而失效。
4.3 根据锅炉正常运行下的受力状态分析,其环向应力应是纵向应力的2倍。所以,在管子承受内压情况下,产生裂纹的形状应是与管轴平行的纵向裂纹,而不是环向裂纹。而该次泄漏事故属于密集型环向裂纹,说明裂纹区内壁金属承受较大内应力,内应力方向与裂纹方向垂直。
4.4 顶棚管的热量是由管向火面外壁向内壁传递的,因此,其内壁上的温度应力为拉应力,而在外壁上温度应力属于压应力,管子内壁是最危险的区域。
4.5 在锅炉启停过程中,膜式壁会受热膨胀,冷却收缩。在运行中,管内缺水干烧情况下会造成各区域受热不均,由于热膨胀不同而产生很大热应力。针对跳管特殊位置,运行中该处热应力为压应力,当停炉冷却收缩时,热应力为拉应力。由于锅炉运行存在一定周期的启停炉,认定作用在跳管处的温度应力和热胀冷缩时的热应力等复杂应力均存在周期性变化,即存在交变应力。
5 结论
管子长时间承受高温烟气辐射热;水路不畅问题,缺水或者水循环不畅,管壁未得到有效散热,壁温超过温度使用极限值,以致管子过热,造成晶粒长大,硬度降低,强度降低;母材材质耐热能力弱于堆焊层材质,管子纵向延伸量超过堆焊层,造成裂纹从管内壁出现密集环向裂纹;在锅炉启停过程中热应力和温度应力交变作用。这几种情况共同用作用下,致使管内壁出现环向裂纹贯穿壁厚导致泄露。
6 改善措施与建议
锅炉水冷壁从设计角度考虑,应选用合适的折烟角(即倾斜角度),跳管位置不宜选用较大弯曲角度且位置不宜设计过高,保证水循环畅通;水冷壁向火面在运行中应及时清灰除渣,防止水冷壁积灰结渣影响热循环;采用堆焊镍基防腐工艺,改善水冷壁耐受高温腐蚀。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号