中交基础设施养护集团有限公司
摘要:武汉市江夏区莲华寺庙的金顶工程是重点的佛教工程,金顶工程的铜板型面钢支架制作通过卡槽方式进行连接,取得成功应用;铜板型面钢支架制作的主要工序为:计算机放样、设计型面骨架结构、切割型面板条、拼装、焊接、油漆,此方法具有与雕塑外轮廓贴合完美、效率高、质量稳定、尺寸精度高、成本低等优点,具有较高的推广价值。
关键词:金顶 型面钢支架 卡槽
1、前言
金顶工程是武汉市江夏层莲华寺庙的重点佛教工程,是一个复杂的系统工程,集结构设计、艺术、材料成形、测量、焊接及涂装等为一体。
金顶工程在技术、质量、安全、工期等方面均给施工造成较大难度,鉴于上述情况,公司研究铜板型面钢支架采用卡槽方式的连接施工方法,在武汉莲花寺金顶装饰工程中取得成功应用,获得了良好的经济和社会效益。
2、金顶制造的结构特点
2. 1金顶高度高、直径大、数量多、重量重,具有批量制造的特点;
小金顶总高约15米、数量8个,大金顶总高约21米、数量1个。
2.2金顶结构复杂:内为主钢结构、型面钢结构,外为蒙皮铜板;
2.3金顶外形曲面复杂,随着高度的升高半径曲率随之变大。
3、金顶铜板型面钢支架制作方案
我们采用先进的扫描和计算机建模放样技术进行制作,确保铜板型面钢支架外侧面1:1贴合模型,整体结构安全可靠。
3.1型面钢支架主要采用卡槽方式的连接方法,解决了铜板型面钢支架成形技术质量问题;
3.2铜板型面钢支架成形后用手工电焊进行焊接。
3.3铜板型面钢支架焊接成形后涂刷油漆,避免型面钢支架的腐蚀造成的安全风险,批量制作缩短制造工期;
4、金顶铜板型面钢支架制作工艺原理
4. 1金顶曲面采用扫描和计算机建模、放样制作,确保最终产品艺术形象完全忠实于缩比模型,以及结构安全可靠。
4. 2金顶按曲面结构进行分层和分块。
4. 3金顶腰部以上采用纵向板条与水平板条通过卡槽连接。
4. 4金顶腰部以下采用水平板条与成型方管通过卡槽连接。
4.5金顶曲面按图纸将板条骨架整圈拼装成型面钢支架。
5、金顶铜板型面钢支架施工工艺流程及制作方法
5.1金顶铜板型面钢支架施工工艺流程
金顶工程金顶型面钢支架的工艺流程图如下:
计算机扫描、建模、放样→型面分层分块→型面钢骨架设计制作→切割型面板条→拼装成形→焊接→油漆→铜板型面钢支架
5.2金顶铜板型面钢支架制作方法
5.2.1.型面钢支架计算机处理要点
采用激光扫描仪对等比缩小模型进行扫描, 对扫描后的数据采用三维软件放大并进行光顺等优化处理,得到1:1模型的曲面数据,1:1模型确认后在计算机内对型面钢支架进行结构设计、分层和截面设计。
5.2.2. 型面钢支架制作材料
金顶工程的型面钢支架是由板条和方管制作而成。
水平板条材质为Q235热轧薄钢板,厚度10mm, 其宽度根据放样取40mm、80mm、100mm、110mm、140mm等规格。
纵向板条材质为Q235热轧薄钢板,厚度10mm, 其宽度根据放样取75mm、80mm等规格。
方管为Q235渡锌方管,尺寸为40 mm×40 mm×1.5 mm、50 mm×50 mm×3 mm等规格.
金顶工程的型面板条和方管具有良好的塑性和较低的变形抗力,即具有良好的成形性能。激光切割成形后再进行焊接,焊接成形后再进行表面打磨和涂漆。
5.2.2.1 型面钢支架进行结构设计
根据计算机放样输出的型面曲线及设计图纸的要求,按照1:1型面曲线的形状进行型面板条的切割,确保型面板条的外部轮廓与1:1型面曲线相同。型面板条切割完成后进行整体围圈组装,具体层高根据金顶艺术形象的实际情况,尽可能的保证金顶艺术形象的完整。
根据金顶工程的实际情况,采用预制结合现场组装的方法,对金顶结构断面进行分层,共分43层,每层再分成若干小块[1]。
型面钢支架分块是指金顶结构断面的分层再分块,根据金顶表面圆直径大小又分成若干小块。其分块原则为:保证金顶型面的光滑,减少板材用量,减少焊接工作量。
金顶内部型面钢支架分层主视图、附视图中的HGT1~9层,每层又分12块,每块纵向板条SGT-1共4件;图中的HGT10~26层,每层又分4块,每块纵向板条SGT-2共3件,图中的HGT26~43层,每层又分3块,每块纵向板条SGT-3共2件,然后整圈组拼成型面钢支架。

图1 金顶内部型面钢支架分层主视图
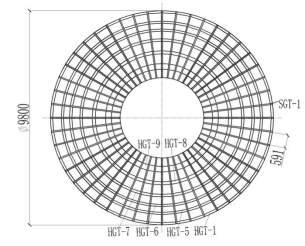
俯视图一


俯视图二 俯视图三
图2 金顶内部型面钢支架分层俯视图
5.2.2.2型面板条成形原则
根据设备情况,将设计完成的型面板条模型重新分块、排版,采用激光机切割机切割。
型面板条采用激光切割的成形方法,应遵循以下原则:
型面板条的成形应完全忠实于模型型面的轮廓,表面光滑、圆弧线条流畅,不得有缺陷。
5.2.2.3型面方管成形原则
方管成形型面板条分块后采用机器折弯的方法成形,其成形应遵循以下原则:
方管的成形应完全忠实于模型型面的轮廓,表面光滑、线条流畅,不得有皱褶缺陷。
5.2.3型面钢结构的连接形式
根据图纸尺寸制作支撑杆件,将型面板条按设计图纸拼装连接。
型面钢结构的连接形式主要有两种:纵向板条与水平板条通过卡槽连接;
纵向方管和水平板条通过卡槽连接。
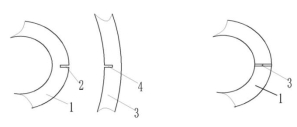
纵向、水平板条 纵向、水平板条拼配
1、纵向板条 2、纵向卡槽 3、水平板条 4、水平卡槽
图3 纵向、水平板条拼装示意图
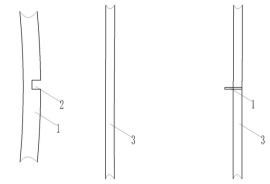
水平板条和纵向方管 纵向方管、水平板条拼配
1、水平板条 2、水平卡槽 3、纵向方管
图4 纵向方管、水平板条拼装示意图
根据总体设计方案,型面板条与型面板条进行连接,连接如下:
将型面成形后的板条与板条通过卡槽装配好,将型面成形后的板条与方管通过卡槽装配好。
5.2.5、型面钢结构焊接
型面钢支架拼装后,拼接点进行焊接固定,制成完整的型面骨架。
金顶工程型面钢结构材质为Q235热轧薄钢板和Q235渡锌方管,焊接采用手工电焊(SMAW焊),焊材选用与母体材料相同的焊条,碳钢焊条可选用E4315系列焊条。
由于钢板壁厚为10mm,方管壁厚为1.5~3mm, 不开焊接坡口,直接对接焊接。
钢结构的焊接采用自下而上分层焊接,主要是对拼接卡槽处进行焊接固定。
进行焊接固定时应保证该板条与板条,板条与方管面圆滑、线条流畅,不变形。
5.2.7型面钢结构涂漆
金顶工程所处环境为高温、高紫外线照射,对于金顶表面涂装有着极高的要求,钢结构外表面采用专用的涂料进行着色表面处理。
涂漆前钢材表面除锈应符合设计要求和国家现行有关标准的规定。处理后,钢材表面不应有焊渣、焊疤、油污、水和毛刺等。还应检查死角灰尘,凹槽毛刺是否处理干净。
涂漆时不应误涂、漏涂,涂层不应脱皮和返锈等,涂层应均匀,无明显皱皮、流坠、针眼和气泡等。
涂装前表面质量需检验合格。涂漆现场通风良好,温度在5℃-35℃之间,相对湿度在85%以下,遇到雨、雪、雾天均不可施工。涂料没有完全干燥前不允许触摸蒙皮表面。
6、效益分析
型面钢支架采用卡槽方式的连接施工方法与传统的拼接、搭接、直接焊接的方法相比,制作的型面骨架能完全贴合雕塑外轮廓,质量稳定、尺寸精度高、效率高和成本低等特点,可以批量化加工制作。
型面钢结构卡槽成形方法提供了新的施工技术,具有较强的推广价值;在具体实施中,促进了当地的经济发展,增加地区的实力,取得了良好的经济和社会效益。
7、结论
金顶型面钢结构卡槽连接方法在武汉莲花寺金顶取得了成功的应用,该方法既保证了型面骨架完全贴合雕塑的质量又提高了工作效率,同时也降低了制造成本。
参考文献
[1]、陈浩 主编 建筑钢结构施工技术与质量控制的措施分析[J] 建材与装修2018(03):57
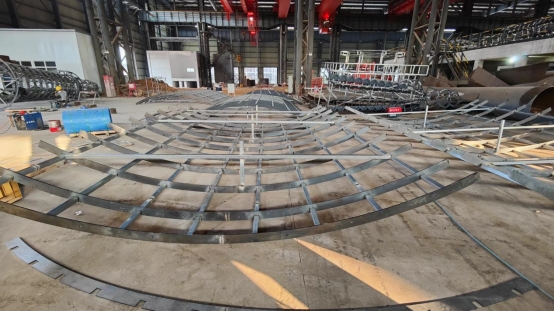
附:型面钢骨架照片




1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



