410381199203238513 河南省洛阳市471000
摘要:现阶段,我国是世界上污水排放量最多的国家。据统计,我国生产1吨聚酯(PET)排放污水1.78吨。其废水产生主要集中在酯化阶段,产生量为0.19/吨。现阶段,我国聚酯及相关产品产量约4000万吨,废水总量达7000万吨。因此,有必要了解如何有效处理聚酯酯化废水。
关键词:聚酯;酯化废水;工艺处理
一、引言
PET是以精对苯二甲酸和乙二醇为原料,通过酯化、缩聚反应生产的,同时酯化、缩聚过程会产生大量含有机物的酯化废水。酯化废水污染物含量高,导致其化学需氧量(COD)值高达20000~30000mg/L;其成分比较复杂,主要有乙二醇、乙醛等有机物。 [1]
为了解决上述聚酯废水有机物的回收,同时减少对环境的污染,再即保证不浪费资源,又能为企业带来更大的经济收入,文章介绍数种市场主流的废水处理工艺。
二、聚酯酯化废水的处理工艺
(一)有机物回收工艺
聚酯是纺织工业和工程塑料工业最重要的原材料,然而,每生产1吨聚酯产品就会直接产生废水约0.187吨,虽然这些有机物的总含量只有废水的1%-2%,但这些有机物进入水体后会污染水源。[2]
现阶段,大多数PET企业都建立了一套完整的酯化废水预处理工艺进行废水处理。汽提后的富含乙醛的废气作为燃料在热环境炉中燃烧,然后转入乙醛回收装置进行处理,既减少了排放,又提高了资源回收率,工艺流程如图1所示。
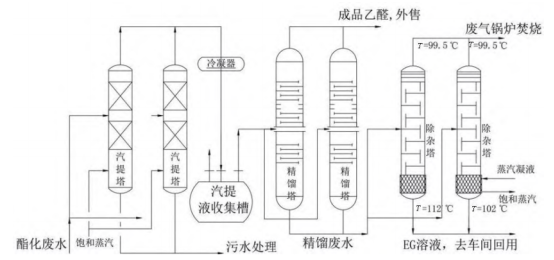
图1-1 酯化废水工艺流程图
1.汽提系统
PET酯化废水首先进入汽提塔,0.5MPa水蒸气进入汽提塔底部,水蒸气的质量分数约为88%,2-甲基-1 ,3-二氧戊环约2%,在空气冷却器的作用下冷凝,形成冷凝液,然后通过冷凝冷却器冷却。然后工艺废水经进料泵泵入乙醛精馏塔。处理后的塔釜废水COD值大幅降低,满足污水处理要求,送污水处理厂进一步处理。[3]
2.精馏单元
凝液收集罐中汽提后的尾气凝液经进料预热器预热(以杂质处理塔内的水为预热热源),然后送至乙醛精馏塔中部。余热锅炉产生的蒸汽用于塔式锅炉提供精馏所需的热量。生成的混合蒸气从塔底蒸发,蒸气与冷凝液反向运动,完成传质和传热,同时乙醛和乙二醇的缔合逐渐分解,乙醛蒸气在塔顶富集。塔底废水送至净化塔分离乙二醇。
乙醛蒸气在塔顶冷凝后进入乙醛回流罐,经过化学反应后再进入精馏塔,进行再次分解,部分分解物进入乙醛中间罐,取样后流入工业乙醛储罐并且分析达到排放标准。[4]
3.乙二醇除杂单元
脱除乙醛后,汽提尾气冷凝物收集在乙醛精馏塔底部,然后送至汽提塔顶部加热(蒸汽加热),得到一定浓度乙醛的乙二醇水溶液,被输送至装置工艺塔上部进行回用。
(二)膜技术工艺
1.反渗透膜分离技术
该类型膜是现阶段行业内最先进的膜分离技术,原理主要是根据溶液的渗透压原理。反渗透膜装备应放置在温度5-38摄氏度的环境中,设备必须在到达现场后30天内安装完毕并投入使用,以尽可能减少故障和设备故障,有效延长设备的使用寿命。 [5]
利用酯化反应对废水进行处理,利用汽提技术进行原始脱除,由于聚酯生产废水往往含有乙二醇物质,基于此可以使用反渗透膜技术,对废水中的乙二醇进行收集。在塔的底端富含乙二醇等物质,经过两级降低温度后进入该超滤模块。浓缩后再处理。[6]
2.超滤膜分离技术
当需要有效分离或净化溶质和气体时,可以采用超滤膜技术。该技术采用渗透性良好的膜作为分离介质,整个膜壁布满各种小孔,溶剂和一些分子颗粒可以穿过膜壁得到滤液,而大分子物质无法通过。超滤膜分离是一个动态的分离过程,体积比较大的物质随着浓缩液慢慢流过膜组件,设备出现整体宕机的可能性较小,整个过滤过程可在常温环境下进行,在实践中证明节能效果效率较高。 [7]
3.微滤膜分离技术
这种膜技术出现较早,在20世纪70年代就已发展起来,并在随后的十年中迅速推广,微膜分离技术一度受到业界的高度青睐,有效滤除化工废水中原本隐藏的细小杂质。可以有效过滤尺寸略大于孔径的细小颗粒,过滤效果好,操作比较简单,使用成本方面有优势。
(三)活性污泥法
活性污泥法广泛应用于生活污水和化工污水的处理,活性污泥法工艺流程大致为:污水进入曝气池,在曝气池内形成混合液,空气压缩机向混合液供给空气,空气以细小气泡的形式转移到曝气池中。通过曝气池底部的通气孔,池内混合液的含氧量和空气量增加,细菌分解废水的能力增强。沉降池用于沉降,最终分离细菌消化后的沉降物。但该方法对于聚酯有机废水的效用有限。
(四)PACT工艺(生物碳法工艺)
PACT 工艺类似于废水处理的活性污泥工艺。此工艺是在曝气池中放入活性炭,可以增加不可降解物质的去除效率,并快速吸附水中溶解的有机物,富集微生物。 [8]
以上四种聚酯酯化废水处理工艺,以聚酯酯化废水中有机物回收技术的效果最好,在降低聚酯酯化废水处理成本的同时,也通过有机物回收创造一定的经济效益,因此在行业内得到了广泛应用和快速推广。
三、聚酯酯化废水中有机物回收技术经济效益描述分析
从经济角度看,从酯化废水中提取工业乙醛具有很高的经济效益,可用于树脂、橡胶、塑料等材料的制备,也可用于造纸和制药行业。聚酯生产所需原料乙二醇的价格也在7000元/吨以上,分离出来的酯化废水中的乙二醇可送至聚酯装置重复利用,从而节省成本。 [9]
(一)经济效益
酯化废水中具有经济重要性的有机物主要是乙醛和乙二醇,下面是某年产100万吨聚酯工厂的效益分析,主要回收产品及产品见表3-1;
表3-1产品及收益表
序 号 | 产品名称 | 产量 吨/小时 | 产量 吨/天 | 产量 吨/年 | 售价元/吨 | 年收益 万元/年 |
1 | 工业乙醛 | 0.350 | 8.4 | 2800 | 7000 | 1960 |
2 | 乙二醇 | 0.115 | 2.76 | 920 | 6800 | 625,6 |
3 | 合计 | 2585.6 |
从表中可以看出,与传统的用细菌直接消化聚酯废水中有机物的废水处理方法相比,该方法可为年产100万吨的中型聚酯企业提供显着的经济效益。
(二)社会效益
聚酯酯化废水中有机物的回收不仅可以提高企业的经济效益,而且具有一定的社会效益。这种未经处理的酯化废水污染水源并危害水中的各种生物,废气直接排放到空气中,散发出的恶臭和异味直接污染大气。这两大污染严重影响了我们的社会环境。乙醛等有机废液在常温下属于挥发性物质,挥发性物质对人体有直接刺激作用,如果发生轻度中毒,会引起头晕、哮喘、呕吐等反应。血液中的含量减少,血压升高。
四、结语
本着“绿水青山就是金山银山”的发展理念,聚酯酯化废水技术处理变废为宝,节能减废,打造高效绿色经济。通过回收PET酯化废水中的乙醛和乙二醇,实现资源循环利用,经济效益显着。聚酯酯化废水处理项目的实施,大大提高了企业的环保水平,将有助于企业朝着清洁生产、资源节约、环境相容的方向发展。参考文献
[1]朱小冬,贠延滨,马青青,朱玉合,王磊.化学絮凝法和微电解法预处理酯化废水研究[J].环境工程,2016,34(S1):373-377.
[2]朱小冬,贠延滨,马青青,朱玉合,王磊,陈金金.絮凝强化铁炭微电解预处理酯化废水的研究[J].工业水处理,2016,36(12):39-42.
[3].上海石化聚酯装置应用“聚酯酯化废水中有机物回收技术”[J].石油炼制与化工,2018,49(06):100.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



