余姚市富达电子有限公司,浙江省宁波市315000
摘要:云母片有绝缘及低损失的热阻功能,在众多仪器设备中用作电热器芯片、电热器护片、垫片等,具有良好的应用前景。目前,云母片在装配基座和栅栏板时,操作人员一般采用榔头等工具挨个敲击扣仔来实现折弯,工作效率较低。本文研究的云母片扣仔折弯装置,意在能够快速对扣仔进行折弯,提高工作效率。
关键词:云母片 扣仔折弯 金属冲压
前言
云母片是高压组合,有绝缘及低损失的热阻功能,还是一种很好的黑体,如今在实际中的应用十分广泛。随着冲压模具行业的快速发展,行业技术水平提升较快,竞争随之加剧,单纯的设计制造模式已不能很好满足市场竞争的需要,行业内部分主要企业开始向以模具为核心的下游产业链延伸,建立冲压生产线,直接以生产的模具为客户生产相应的冲压件1。这种以模具为核心向下游产业链转移的优势在于:冲压模具厂商在经营过程中与整机生产厂商建立了长期稳固的合作关系,直接供应冲压产品可以更好地服务整机厂商;用为客户生产的模具直接生产冲压零部件,可以有效降低生产成本,提高生产效率;规模优势明显,冲压模具为定制化产品,而冲压件可以大批量连续生产,提高企业生产规模。出于以上考虑,冲压模具行业内主要生产企业的业务范围有向下游产业链延伸的趋势,主动配合服务整机生产企业,提供“一体化”的模具及产品服务2。
1行业现状
金属冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。汽车的车身、仪器仪表、家用电器、办公机械、生活器器皿等产品大多都是通过冲压加工制作而成的。随着机器人、网络技术、超大型设备、纳米技术等新兴技术的迅速发展,金属冲压加工也进入了一个新的发展阶段。
近年来,我国冲压制造企业数量不断增加,产能也随之提高,但行业内多为中小型企业,设备及研发投入有限,主要生产技术要求较低的中低端冲压产品,造成中低端市场供应相对饱和,竞争较为激烈,而高端市场国内自给率还较低,只有60%左右。部分国内领先的冲压生产企业,通过引进国外先进的生产设备和技术,加强技术研发和生产工艺创新,将产品制造提升到了新的高度3。
随着市场需求的发展,当前冲压件将朝成本更低、交期更短、精密程度更高方向发展。冲压成形技术将更加科学化、数字化、可控化。成形过程的模拟技术将在实用化方面取得广泛应用,并与数字化制造系统很好地集成。人工智能模拟技术、智能化控制将可以在设计阶段完成复杂形状零件成形过程,规避成形过程中的缺陷,从而减少模具调试次数,实现产品的复杂化。也就是说冲压成形技术将主要是朝智能成形模拟、高速化生产与高精度化发展。产品可制造性和成形工艺的快速分析与评估能力将有较大发展,以便从产品初步设计甚至构思时起,就能针对零件的可成形性及所需性能的保证度作出快速分析评估。冲压技术将具有更大的灵活性或柔性,以适应未来小批量、多品种混流生产模式及市场多样化、个性化需求的发展趋势,加强企业对市场变化的快速响应4。
2技术方案
本文研究的云母片扣仔折弯装置,包括底座、固定连接于底座上的定位座、位于定位座一侧并在底座上进行滑移的滑移座以及位于底座上并驱动滑移座滑移的驱动电机,定位座上放置云母片,驱动电机的输出轴的一端连接于滑移座远离定位座的一侧,滑移座靠近定位座的一侧凸设有与扣仔一一对应并推动扣仔折弯的压块。底座上固定连接有固定块,滑移座朝向底座的一侧开设有供固定块穿设并滑移的配合腔。滑移座利用配合腔穿过固定块并进行滑移,可以使滑移座在滑移过程中不易发生位置偏移,进而使压块较精准的对扣仔进行推动并折弯。配合腔的腔壁上凸设有滑块,固定块的侧壁开设有供滑块滑移的滑槽。
滑块在滑槽内进行滑移,使滑移座与固定块进行滑移,从而使滑移座对定位座进行抵接。滑移座靠近驱动电机的一侧固定连接有连接板,驱动电机的输出轴通过连接板与滑移座相连。驱动电机通过输出轴与连接板连接,而连接板与滑移座固定连接,当驱动电机驱动输出轴朝滑移座方向伸出时,带动连接板与滑移座二者进行滑移。滑移座远离驱动电机一侧的设置有让位槽,压块的一部分固定在让位槽内,压块的另一部分悬伸在让位槽外;压块推动扣仔折弯后,滑移座与云母片的第二侧板相抵。滑移座上设有压紧块,压紧块的一侧压紧在第二侧板远离底板的一侧。
3技术优势
(1)需要对云母片上的扣仔进行折弯时,只需要打开驱动电机的开关,驱动电机驱动滑移座滑移对定位座进行抵接的同时,压块对扣仔进行推动并折弯,操作简单快捷,同时可以提高每个云母片上多个扣仔弯折程度的一致性。
(2)滑移座利用配合腔穿过固定块并进行滑移,可以使滑移座在滑移过程中不易发生位置偏移,进而使压块较精准的对扣仔进行推动并折弯。
(3)在压块推动扣仔发生折弯后,滑移座可利用让位槽的槽壁对云母片的第二侧板进行抵接,增加云母片与定位座之间的连接稳定性。
(4)压紧块的一侧压紧在第二侧板远离底板的一侧,进一步增加云母片与定位座之间的连接稳定性。
4实施方式
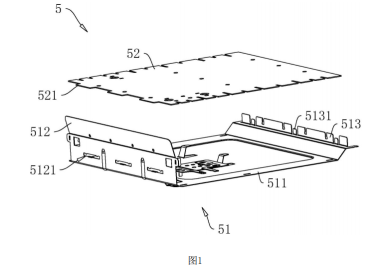
如图1所示,本文研究的云母片扣仔折弯装置包括底座1、固定连接于底座1上的定位座2、位于定位座2一侧并在底座1上进行滑移的滑移座3以及位于底座1上并驱动滑移座3滑移的驱动电机4;驱动电机4的输出轴的一端连接于滑移座3远离定位座2的一侧,滑移座3靠近定位座2的一侧凸设有与扣仔5131一一对应并推动扣仔5131折弯的压块31。定位座2与底座1之间的连接方式可以设置为焊接,也可以设置为粘接。在定位座2与底座1的连接方式设置为焊接。驱动电机4的外壳与底座1之间的连接方式可以设置为焊接,也可以设置为通过螺钉进行螺纹连接。在本申请实施例中,驱动电机4的外壳与底座1之间的连接方式设置为通过螺钉进行螺纹连接。

如图2所示,底座1的上端面固定连接有固定块11,滑移座3朝向底座1的一侧开设有供固定块11穿设并滑移的配合腔32;配合腔32的腔壁上凸设有滑块321,固定块11的侧壁开设有供滑块321滑移的滑槽111。同时,滑块321与滑槽111均设置为V型。底座1与固定块11之间的连接方式可以设置为焊接,也可以设置为通过螺钉进行螺纹连接。在本申请实施例中,底座1与固定块11之间的连接方式设置为焊接。
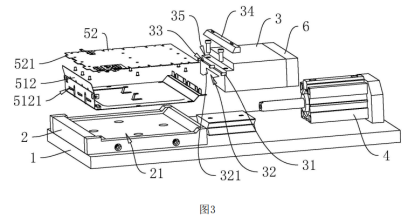
如图3所示,定位座2上用于安装云母片5。定位座2开设有供底板511卡入的卡槽21,第一侧板512的一侧抵接于卡槽21一侧的槽壁,同时限位块521的一面压合于定位座2靠近卡槽21处的侧壁;底板511靠近第二侧板513处朝滑移座3向上延伸设置有斜坡面,定位座2与底板511的斜坡面对应处同样设置有相同角度的斜坡面。
滑移座3远离驱动电机4一侧的设置有让位槽33,压块31的一部分凸设于让位槽33内,压块31的另一部分悬伸在让位槽33外;压块31推动扣仔5131折弯后,滑移座3与云母片5的第二侧板513相抵。滑移座3上设有压紧块34,压紧块34的一侧压紧在第二侧板513远离底板511的一侧。滑移座3靠近定位座2的一侧开设有安装槽35,安装槽35供压紧块34部分卡入。压紧块34卡入安装槽35后,通过螺钉穿过压紧块34并螺纹连接于滑移座3上,以此增加压紧块34与滑移座3之间的连接稳定性。
滑移座3靠近驱动电机4的一侧固定连接有连接板6,驱动电机4的输出轴通过连接板6与滑移座3相连。连接板6与滑移座3之间的连接方式可以设置为焊接,也可以设置为通过螺钉进行螺纹连接。在本申请实施例中,连接板6与滑移座3之间的连接方式设置为通过螺钉进行螺纹连接。驱动电机4的输出轴与连接板6之间的连接方式可以设置为插接,也可以设置为卡接。驱动电机4的输出轴与连接板6之间的连接方式可以设置为插接。
结语
本文研究的云母片扣仔折弯装置通过打开驱动电机的电源,驱动电机的输出轴带动滑移座在底座上进行滑移,过程中滑移座穿过固定块并与固定块进行滑移,当滑移座的一侧抵接于定位座时,滑移座上的压块将云母片上的扣仔进行推动并折弯,使扣仔的一面压紧于底板远离底座的一面。操作简单快捷,提高了每个云母片上多个扣仔弯折程度的一致性。对扣仔折弯时精准稳定,固定时增加了云母片与定位座之间的连接稳定性。
参考文献
[1]苏立荣.金属钣金表面覆盖件冲压工艺研究[J].中国金属通报,2022(02):184-186.
[2]唐光文.冲压模具常用金属材料及其热处理工艺研究[J].科技风,2020(19):147.DOI:10.19392/j.cnki.1671-7341.202019124.
[3]唐翠娥,周培源,刘延照等.基于原子力显微镜研究黄原胶分子结构的云母片处理方法优化[J].食品工业科技,2023,44(14):60-66.DOI:10.13386/j.issn1002-0306.2022080260.
[4]罗光炯.冷冲压金属模具的设计要点研究[J].世界有色金属,2018(06):268+270.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



