(韶关东南轴承有限公司 韶关 广东 )
摘要:针对新密封圈组合(无法一起压装、需分两次压装的密封圈组合),从结构形式,工艺设计、动态接触仿真等方面进行分析,设计了一款新压装模具,实现了一次压装到位,可以降低人工、提升效率的新模具,使用证明,效果良好。
关键词:滚动轴承;密封圈组合;模具设计;
1 概述
在图一所示的结构为新密封圈组合结构、图二所示为正常密封圈组合结构,此两种结构最大的区别在于,新组合密封圈无法组装于一起,在压装时需用两种不同模具分两次压装,主要原因是需要两个限位(外径、内径限位),正常密封圈组合压装可以组合在一起,压装时只需内径限位,所以可以用一个模具压装一次就可以完成,为了解决这一问题,在工艺和模具上进行了多次试验,经过不断改进,设计了一种新密封圈组合模具,图三所示新组合为压好后的状态。
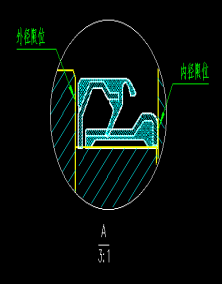
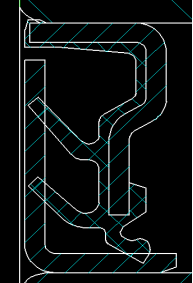
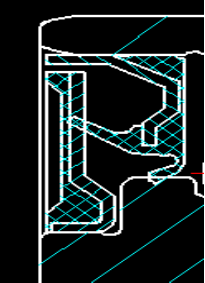
图一(新组合) 图二(正常组合) 图三(新组合)
2 模具的结构及其原理
模具的结构(图四)设计简单,安装与加工一目了然,方便操作者对该模具的认识与使用,此模具在使用过程中,采用的是弹簧复位压装的结构,方便每压完一套轴承后,可以继续压装下一套,大大提高了工作效率,整套模具主要有八个部件,分别为:1、待压轴承2、导向轴3、压筒4、外圈限位筒5弹簧一6弹簧二、7外筒、8紧固板,其的操作流程及原理是:①将轴承组合密封配件放于
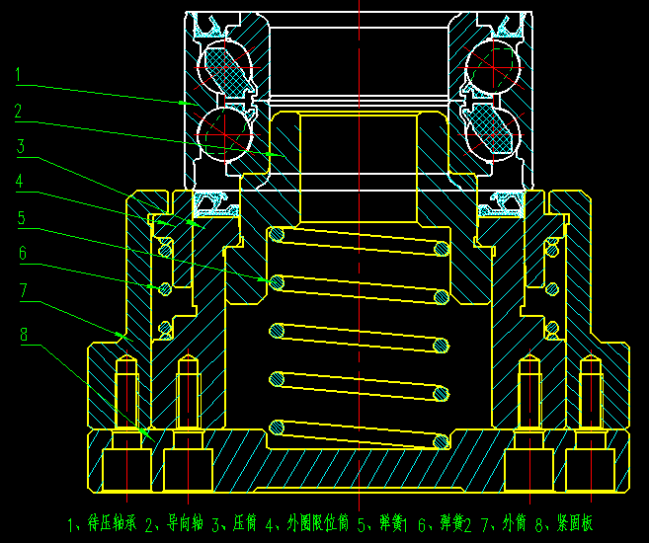
图四 模具结构
压筒上进行定位;②将待压轴承放于模具上面,通过导向轴进行导向定位;③用压力机将轴承往下压,导向轴下压,弹簧1开始收缩, 轴承外圈将压力传递给外圈限位筒,外圈限位筒也开始下压,弹簧2开始收缩,通过外圈限位筒与压筒的尺寸公差配合确保压装深度,压装到位后,压力机卸力弹簧1和弹簧2开始回弹,使模具回归原始状态,新密封组合已压入轴承内(如图三)。
3、模具的优点
①把原本需要分两次压装的工艺改进为一次压装,降低了人工生产成本、工装成本等,节约了生产时间,提高了生产效率,原本每人每填只能压装1000件提升为每人每天2000件。
②该模具通用性强,对于不同新密封组合都可以适用。
③该模具可以通过外圈限位筒的尺寸调整压装深度,比单一的两套模具调整大大提高了灵活性。
4、结束语
综上所述,针对新密封圈组合(无法一起压装、需分两次压装的密封圈组合),操作简单,灵活性强、开创了新思路,同时节约劳动力,该模具可以为工人调高100%的工作效率。
参考文献:
[1] 李云程.模具制造工艺学[M],第二版.北京:机械工业出版社,2000:25-28.
[2]夏新涛,马伟,颉谭成,等.滚动轴承制造工艺学[M].北京:机械工业出版社,2007:380-383.
[3]李婉,吴振东.汽车轮毂轴承密封结构现状及发展[M].轴承,2008(7):47-51,53.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



