中车唐山机车车辆有限公司,河北 唐山 063035; 2.中国平安财产保险股份有限公司唐山中心支公司,河北 唐山 063000
一、项目背景及意义
搅拌摩擦焊由于具有热输入低、焊接变形小、无需焊接填充材料、焊缝金属不发生熔化、没有熔焊所具有的焊接缺陷、不产生焊接烟尘、无除尘除湿的环境要求、制造成本低等优点,成为一项绿色环保的新型焊接技术,近年来在轨道车辆铝合金车体上逐步开始进行工程化应用。
随着搅拌摩擦焊在公司的应用,某项目侧墙板在新设备双轴肩搅拌摩擦焊设备上应用,生产过程中存在一些质量问题,需要返修或者报废,返修在降低焊缝质量的同时还导致侧墙生产无法满足公司的生产进度,报废造成原材料极大的浪费。急需优化当前侧墙板制造工艺以降低成本,加快生产周期,提高产品质量。研究出合理的适合地铁侧墙焊接的搅拌摩擦焊工艺参数对公司的发展及形象提高具有重大意义。
通过优化工艺参数进行改善,提高了搅拌摩擦焊焊缝质量,减小搅拌头下扎、飞边大几隧道等缺陷,降低了焊缝返修率,提高了生产效率,为公司搅拌摩擦焊生产提供工艺支持和技术参考。
二、工作内容及推进计划
1 新设备工艺评定制定
本次改善的工作内容是基于公司现有动龙门搅拌摩擦焊工艺基础上对双轴肩搅拌摩擦焊设备进行工艺优化。侧墙板总共有3种长度尺寸分别为:10050mm,10500mm,11770mm。由于此项目侧墙板在新设备双轴肩搅拌摩擦焊设备(FSW35)上生产,生产前需取得此设备的焊接工艺评定和相应操作人员的焊工证书。
按照动龙门搅拌摩擦焊设备侧墙工艺参数焊接侧墙板试件。参数如下表所示:

表1 动龙门搅拌摩擦焊参数
所用双轴肩搅拌摩擦焊设备(FSW35)如下图所示:

图1双轴肩搅拌摩擦焊设备(FSW35)
正式生产前需取得工艺评定项目:ISO25239 FSW43 P/P BW 23.1+23.1 S PA t4.5 ss sl nb 3II,试件焊接完成需做外观渗透、金相、拉伸、弯曲试验,合格后取得FSW35设备侧墙板工艺评定。工艺评定报告和焊工证书如下图所示:


图2 侧墙板工艺评定报告及焊工证书
2 生产中问题及原因分析
由于侧墙板总共有3种长度尺寸分别为:10050mm,10500mm,11770mm。在实际生产过程中出现的不同长度侧墙板切换导致工装侧顶压卡不足,工件间隙超标易产生隧道缺陷,工件焊后轮廓度超差,(局部轮廓度焊后可达+5mm,标准为-2,+2mm)等问题。工件间隙过大主要由于焊接过程中测定压力不足,工件被搅拌头撑开。间隙过大产生缺陷后需用熔化焊进行返修。工件焊后轮廓度超差主要是焊接过程中产生的变形导致。如下图所示:

图3 工装侧顶压卡不足

图4 隧道缺陷
3 制定方案优化工艺
通过对上述问题额分析,工装侧顶压卡不足主要是由于不同长度侧墙板切换而工装端头顶紧装置无法移动导致。通过对无端头顶紧位置布置6个F卡可以有效固定工件,防止工件移动产生焊接缺陷。每条焊缝两侧使用两个F卡压紧工件。如下图所示:
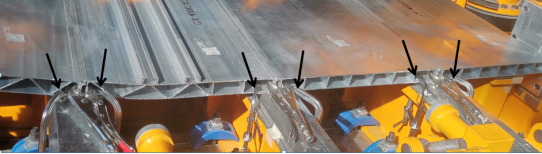
图5 F卡压紧工件
工件间隙变大主要通过大力钳对两端焊缝夹紧,可以有效防止焊缝移间隙变大。一位端和二位端各部置三个大力钳。采用大力钳后间隙过大问题得到解决。如下图所示:

图6 大力钳夹紧工件
对焊接工艺参数微调使之适应实际生产。

对前五辆车数据分析侧墙板轮廓度记录,分别为+5mm,+4mm,+5mm,+4mm,+5mm,侧墙轮廓度标准为不大于2mm,侧墙轮廓度超差。通过对反装工装两侧焊缝增加5mm反变形,对正装中间侧焊缝下增加6mm反变形,焊后侧墙板轮廓度度明显好转,焊后轮廓分别为:1mm,0mm,2mm,1mm,1mm,均合格。反变形布置如图所示:

图7 反变形控制
4 试验结论
1)对于由于工件长度不同侧顶紧无法顶紧工件,可用F卡固定工件。
2)对于搅拌摩擦焊部件间隙过大位置可用大力钳夹紧焊缝两侧型材,保证焊接间隙合格。
3)对于搅拌摩擦焊部件轮廓超差位置可在焊缝下部增加反变形控制部件轮廓度。
三、创新性分析
1.拟采用的创新方法:
对比分析方法、逐步改善沉淀的闭环控制的方法。
2.主要创新点:
通过工艺试验对比研究,摸索出适用于不同长度地铁侧墙型材的搅拌摩擦焊焊接工艺,并应用于生产,改善焊缝质量,提高效率,缩短生产周期。
四、效益分析
优化制造工艺后取得了明显的效果,提升城轨侧墙板焊后一次合格率至90%以上,将生产带出 “焊接-返修-调修”的不良循环,降低了15%生产成本,提高了生产效率30%以上,更好地做到了精益生产,为公司搅拌摩擦焊生产提供工艺支持和技术参考。
地铁搅拌摩擦焊部件类似结构均可推广采用上述方案进行控制。
参考文献
[1] 魏鹏等.轴肩下压量对搅拌摩擦焊搭接焊缝界面迁移的影响[J].材料工程,2011,6:43-47
[2] 张欣盟等.搅拌摩擦焊技术及其应用发展[J].焊接,2015,1:29—32.
[3] 关凯楠,胡文浩,付瑶,李正光,杨鑫华.基于知识库的构架焊接工艺文件编制方法与实现[J].焊接技术,2020,49(03):59-62+6.
[4] 于岩等.不同轴向压力对铝合金侧墙搅拌摩擦焊质量影响研究[J].电焊机.2018,3(48):327-330
[5] 王卫兵等.6005A—T6侧墙板搅拌摩擦焊接头性能研究[J].焊接,2011,5:20-24
[6] 栾国红等.搅拌摩擦焊技术在列车制造中的发展和应用[J]. 金属加工,2010,16:711-714
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



