大庆石化公司科技与规划发展处,黑龙江大庆 163714
摘要:为积极响应国家和集团公司碳达峰、碳中和决策部署,在化肥厂尿素装置停工或低负荷运行时,回收合成氨装置的副产品CO2(94%V),生产CO2(>99%V)作为油田驱油剂,实现碳减排,产生了明显的经济效益。为同类装置运行或新建同类装置设计提供参考。
关键词:碳达峰碳中和;CO2回收;技术研究;
大庆石化公司化肥厂尿素装置是二十世纪七十年代从荷兰Stamicarbon 公司引进的CO2气提法尿素生产工艺技术,该装置装置以合成氨车间输送来的液态NH3和气相CO2 为原料,通过高压反应、低压精馏、蒸发提浓等工段生产尿素,原设计日产尿素1620吨,年生产能力为48万吨。2005年通过扩能改造,使装置的年生产能力达到75.9万吨。2019年尿素装置新增氨水外送销售项目,实际生产时尿素装置氨水产品年开工时间约为90~230天,对应80t/h CO2直排大气,尿素产品低负荷年开工时间约为100~240天,对应约27t/h CO2直排大气。[1]
1 回收概况
依托大庆石化公司化肥厂合成氨装置的副产品高纯度CO2,在尿素装置停工或低负荷运行时,生产液超临界CO2产品。即降低了碳排放,减小了对环境温室气体的排放量,又是一种新兴的油田驱油剂,用于提高现有油田油井的最终采收率。
根据合成氨和尿素装置实际生产情况,按合成氨装置年操作时间8000小时,尿素装置年低负荷开工4320小时,尿素装置停工3680小时计,CO2回收项目设计加工能力为77吨/小时,实际生产规模为40万吨/年。
2 原料性质
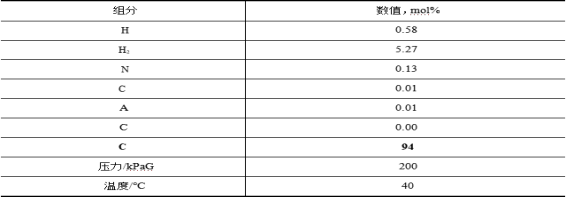
本装置原料为大庆石化公司化肥厂合成氨装置的排放气体 CO2 ,其一般性质见表1。
表1CO2 规格及组成
3 产品规格
产品为符合油田驱油剂要求的工业级超临界CO2。产品规格见表2。
表2 CO2 产品规格
项目 | 指标 |
二氧化碳含量(体积分数)/% | 99 |
油分 | 检验合格 |
气味 | 无异味 |
水分露点/℃ | - |
游离水 | 无 |
水含量 | 10ppmv |
4 工艺技术
目前国内外对于合成氨厂、石油化工厂、天然气回收厂、高炉炼钢厂、酒厂等各行业生产中的CO2进行回收利用的技术主要由溶剂回收法、浅低温精馏法、变压吸附法、膜分离法、压缩-冷凝法等。
(1)溶剂回收法
该法有物理吸收法和化学吸收法,适用于处理CO2含量较低的气体(CO2<30%)。该法分离效果好,能使处理的气体中的CO2含量达到10-6 级,且可得到纯度高达 99.999%的高纯,但其工艺设备投资大、运行费用高,由于其技术简单、易于操作,国内较多采用。
(2)浅低温精馏法
该法适用于处理CO2含量较高的气体(CO2>60%)。该法在1.5~2.5MPa、-40~-20℃下操纵,并采用低廉的Fe2O3 脱硫剂做前级脱硫。还采用脱硫效果较好的COS、硫醇水解催化剂即ZnO 脱硫剂进行深脱硫,并采用沸石分子筛作为脱水剂用于脱水,可选择性的吸附气体中的醇、醛、高级烃,使回收CO2的纯度达到99.90~99.95%。该法由于需低温操作,因此能耗高,分离效果较差,成本较高,国内极少采用。[2]
(3)变压吸附法
该法主要利用不同气体在不同压力下于一定吸附剂中溶解度的不同而进行分离吸收, 适用于CO2含量小于50%的气体。该法工艺简单、设备投资小,能耗较低,适应能力强、无设备腐蚀问题,已在国内普遍应用。
(4)膜分离法
此法利用中空纤维对各种气体的穿透能力不同而达到分离目的。该法工艺装置简单、使用寿命长、操作方便、能耗低,但很难得到高纯度的CO2。若将膜分离法与化学吸收法合并使用,前者作为预分离、后者作为精分离,便可得到高纯度的且CO2成本较低。该法是分离CO2最有前途的工艺技术特点。[3]
(5)压缩-冷凝法
此法经高压及深冷使气体冷凝为液体,并利用冷凝点不同而得到工业用CO2。生产成本低、工艺流程简单、设备投资不大,但产品未经提纯,含水及其它成分较高,适用于产品纯度要求不高的工业用CO2 生产,不能用于食品加工。
结合实际,原料来自合成氨装置放空的高纯度 CO2气体,产品用于符合工业用CO2 指标的油田驱油剂,选择压缩-干燥法。
5 工艺流程
收集大庆石化公司化肥厂尿素装置低负荷运行或停工时合成氨装置的放空CO2, 利旧尿素装置的CO2增压机和压缩机将CO2气体升压,CO2压缩机二级出口设置分子筛干燥和再生系统,CO2经干燥器干燥脱水后,送至CO2压缩机三级入口继续升压至14.7MPaG经空冷器冷却至 50℃后送至界区外。尿素装置低负荷运行时,部分CO2 气体经空冷器送出界区。
6 结束语
通过对化肥上下游装置生产负荷匹配分析,副产的CO2 气体直排大气,通过技术比选、工艺改造回收高浓度CO2作为油田驱油剂,实现碳减排,产生了明显的经济效益。
参考文献:
[1]孙剑 张明松. 化肥产品结构调整及装置运行优化总结[J].
炼油与化工,2019,02.
[2]李建伟. 浅谈工业废气二氧化碳的回收利用[J].中国化工贸易,2012,(3):301.
[3]孙亚伟 谢美连等.膜法分离燃煤电厂烟气中CO2的研究现状及进展[J].化工进展,2017(36卷)第5期.
作者简介:鲁鹏,2009年毕业于中国石油大学化学工程与工艺专业,工程师。现从事项目管理工作。
E-mail :lup-ds@petrochina.com.cn

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



