广东省阳江市阳春市阳春新钢铁有限责任公司 邮编:529627
摘 要: 针对阳春新钢 1号烧结机因圆辊卡块、松料器粘料、混合料水分不均等原因造成烧结终点存在较大偏差而影响烧结矿质量的问题,通过优化圆辊布料器,更换松料器清料方式,优化小闸门控制程序、矿槽蒸汽系统、布料梭车,降低了烧结机的布料偏差,使烧结机布料更为均匀、平整合理,不仅提高了烧结矿产量和质量,而且还降低了能源消耗,具有良好的经济效果。
关键词: 烧结机;圆辊布料器;精度;矿槽;布料厚度
前言:阳春新钢180㎡烧结机均采用厚料层烧结技术,以提高烧结机布料质量,改善烧结料面点火效果,降低能耗。烧结布料要求混合料在料层内水平方向均匀分布,高度方向偏析分布。布料的好坏对烧结机表面点火好坏、热能的有效利用、风量的合理分布和料层的提高均有直接影响。料面平整均匀可使混合料表面点火均匀,受热均衡,从而减少煤气耗量,并有助于进一步提高料层,减少表层烧结矿的影响,提高烧结成品率。相反,若布料不均、凹凸不平,呈波浪状或出现局部堆积、局部拉沟等现象,都会使风从料层阻力相对较小的地方大量抽出,造成热量损失,增大煤气消耗。此时,烧结机尾断面则表现为红层不整齐,料层薄的部位过烧,料层厚的部位夹生,导致烧结矿强度降低[1-2]。
1 烧结机生产现状
阳春新钢1 号烧结机采用“梭车 - 混合矿槽 - 电动辅门 - 圆辊 - 七辊”的布料方式,阳春新钢烧结机料层厚度在 930 mm 左右,在日常生产中发现由于圆辊卡块、松料器粘料、混合料水分不均匀等原因,造成布料过程中台车横向料层厚度不均匀,烧结终点位置的均匀一致性存在较大偏差 ,使 得 烧 结 矿 的 物 化 性 能 出 现 不均[3],严重影响烧结矿质量。
2 影响烧结布料精准度的因素
为降低由于布料精准度不良造成烧结矿质量下降以及成品率低的问题,阳春新钢炼铁厂组织技术人员以 1号烧结机为研究对象,对其布料系统进行了细致地研究分析。
2.1圆辊布料器的影响
(1)圆辊布料器上方的混合矿槽布料方式为 U型布料,受物料偏析的影响,圆辊两侧混合料粒度偏细,造成圆辊两侧粘料。伴随着圆辊两端粘料的不断产生(图 1),圆辊两侧闸门内部亏料,以至圆辊两侧小闸门全开后仍不能满足布料要求,严重影响布料厚度的平稳性。
(2)圆辊布料器后侧挡料密封板使用寿命短,易漏料(图2),且漏料后会对料面进行二次布料,影响料面平整性。
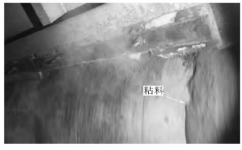
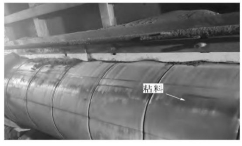
图1 圆辊两侧粘料 图2圆辊后密封漏料
2.2松料器的影响
松料器在烧结生产中起到改善烧结料层气流分布、提高料层透气性、提升烧结矿质量的作用。随着烧结料层逐步提高,松料器的作用更加突出,由于混合料加水润湿后具有一定粘性,在布料过程中松料器与混合料堆角处不断粘料直至形成“疙瘩”无法掉落,加之混合料中杂物通过圆辊掉落到松料器上,使松料器之间粘连成片。当台车向前运行至松料器以外,铺好的料面会塌陷,造成烧结矿质量下降[3]。
2.3小闸门控制程序的影响
台车宽度方向上的布料厚度由 7个小闸门控制。现有的布料程序对闸门粘料等原因造成的布料厚度短时大幅波动时的调整较为缓慢,间隔 20 ~ 30 min产生的料厚波动无法通过现有程序逻辑得到解决。
2.4混合料中“大块”的影响
混合料由布料梭车装入矿槽前,需先经过一次混合机、二次混合机加水,受混合加水波动的影响,混合料中偶尔会形成板结块。当板结块进入圆辊布料器时易造成“卡料”,造成下料不畅,引起布料不均匀。
3优化措施
3.1圆辊布料器的优化
(1) 在圆辊两端下侧安装可调节的固定式刮刀,通过调节螺栓可调整刮刀与圆辊的间隙。随着圆辊的转动,刮刀将粘料清理干净,刮刀前段磨损后,仍可通过调节螺栓来调整。
(2)通过“废物利用”,使用更换下来的耐高温皮带替代圆辊后侧挡料密封板,新的挡料密封板具有耐高温、耐磨损的优点,大大提高了挡料密封板的使用寿命,并减少了漏料次数。
3.2松料器清料方式的优化
受作业空间狭小的限制,原来只能停机清理松料器,为实现在线清理,从设备改造、清理工具、清理方式三方面进行了改进和优化。
(1)进行设备改造,将圆辊后方空间扩大,以便粘料漏出松料器,便于清理。
(2)制作“一头为钩一头为铲”的专用工具,利用此工具可以直接勾住松料器晃动,使松软的物料直接振掉,坚硬部位则用铲子铲掉,一个工具实现勾铲灵活运用。
3.3小闸门控制程序的优化
对现有布料程序进行优化,在原程序基础上增加出现极值时的模拟人工控制程序。将布料厚度测量值与设定值进行比较,生成差值,当差值超出设定范围则模拟人工调整,将闸门开度直接减小到 5% ,当布料雷达检测到厚度开始降低时,小闸门开度直接恢复到上一级的计算值,随后继续执行差值比较调整循环。该优化程序减少了人为干预,实现了快速调整,该优化程序减少了料厚波动。
4 优化效果
通过对布料系统的优化,布料偏差由22.5降至 17.5,布料精准度有较大提高,烧结矿质量得到了改善。
5 结语
通过对 1号烧结机布料系统进行优化,改善了烧结机布料效果,提高了布料精准度;解决了圆辊粘料、漏料、卡块等一些列问题;减少了烧结机的停机次数及时间,提高了烧结矿质量和产量;为高炉长期稳定顺行提供了有力的原料条件。
参考文献:
[1]孙东,单士英,李晓艳. 石横特钢 180 m2 烧结机提高成矿率的实
践[J]. 河北冶金,2016(12):30 ~ 33.
[2]王新东,刘洋,胡启晨. 河钢唐钢新区绿色节能高效型 360 m2 烧
结机的设计[J]. 河北冶金,2021(06):30 ~ 36.
[3]朱全政,丁敬强,高现刚,等. 安钢 360 m2 烧结机布料的改进与
实践[J]. 冶金标准化与质量,2007(02):55 ~ 56.家庭地址:广东省阳江市阳春市马水镇新钢铁生活区H407,电话;13420120175

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



