宝武集团中南钢铁广东韶钢松山股份有限公司 广东省 韶关市 512122
摘要本文旨在对95T干熄焦提升机装入装置经常出现故障而造成提升机停机的原因进行剖析,找出故障出现的具体症结所在,针对这个症结展开具体的处理办法,通过对装入装置电气图进行优化,对现场控制设备的加以完善,探索增加装入装置开到位及关到限位控制点,解决装入装置原始设计存在的一些缺陷,实行双保险限位控制装入装置,使提升机程序信号点不会丢失,达到程序信号完整,提升机稳定的目的,实践证明探索增加行程限位开关控制后的装入装置更趋完善,故障率降低,稳定性大大提高,不仅不会耽误出焦时间,不影响生产,而且还降本增效,整改为95T干熄焦持续产生经济效益夯实了基础。
关键词 干熄焦;提升机;装入装置;PLC; 限位开关
1干熄焦、提升机原理、装入装置简介
1.1干熄焦简介
所谓干熄焦,是相对湿熄焦而言的,是指采用惰性气体将红焦降温冷却的一种熄焦方法。在干熄焦过程中,红焦从干熄炉顶部装入,低温惰性气体由循环风机鼓入干熄炉冷却段红焦层内,吸收红焦显热,使焦炭冷却,冷却后的焦炭从干熄炉底部排出。从干熄炉环形烟道出来的高温惰性气体流经干熄锅炉进行热交换,锅炉产生蒸汽,冷却后的惰性气体由循环风机重新送至干熄炉,惰性气体在封闭的系统内循环使用。干熄焦在节能、环保和发送焦炭质量方面优于水湿熄焦。
1.2 提升机及装入装置原理
提升机是炼铁厂焦化分厂干熄焦自动运行系统的提升与下降的运焦机构,提升机负责把电机车罐里上从炭化室刚出炉的红焦炭由提升塔底部运到提升机顶部,再由提升机顶部平行运行至冷却塔,到了冷却塔的固定位置,在提升机平移过程中,与装入装置连为一体的炉盖电动缸自动运行,牵引液压推杆慢慢移动,把装入装置的盖子完全打开,到了开到位限位位置,会有一个开到位限位信号控制焦罐底部打开,放空罐子里的红焦,焦炭通过一个锥形漏斗放入冷却炉进行氮气冷却,等焦炭完全放入冷却炉之后,再由装入装置移动到关到位限位位置,通过这个关到位限位信号控制装入装置盖子关闭,提升机回到提升塔位置再下降,进行下一次提升红焦,这样提升机搬运红焦到顶部、平移焦罐到冷却塔,红焦罐下降,装入装置打开、关闭炉盖自动循环,完成红焦放入干熄炉,达到自动通过氮气完成干燥熄灭焦炭的目的。
1.3 提升机与装入装置有关系
提升机是一个自动往返上下行走机构,它能否正常运行除了控制提升机运行的几个限位(待机位、上停止、上减速、)之外,最主要的是装入装置的稳定运行,才能保证提升机不出故障、不停机。(如图1红焦,图2提升机,图3锥形漏斗,图4装入装置圆形盖,图5 装入装置及提升机流程图),流程:红焦→提升→锥形漏斗→盖子打开→红焦入干熄炉→盖子关闭→冷却达到干熄目的。


图1炭化室出炉的红焦 图2提升机准备提升红焦至冷却塔
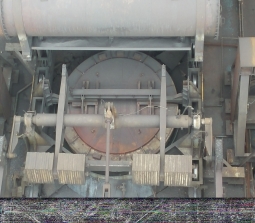

图3装入装置锥形漏斗 图4装入装置圆形盖

图5 装入装置及提升机流程图
2装入装置原始易发故障状态
2.1 干熄焦安全技术
在干熄正常生产过程中,提升及装焦动作是计算机设定的程序自动运行的,因此,在设备运行时,严禁操作、检修人员进入提升机、装入装置、电机车及焦罐台车等移动设备的运行区域。由于干熄焦工艺的特殊性,要求干熄装置在安全上具有高度的可靠性,同时要求干熄焦的操作、检修严格按规定进行, 这样才能保证干熄系统的正常运行。干熄系统有其独特的危险性:H2、CO、CO2、N2等成分,这类混合气体有毒,而且一定条件下会发生爆炸;提升机作为大型起重设备频繁运行,而且所提升的焦罐内装有1000OC左右的红焦;锅炉筒压力很高,而且其内的蒸汽连续不断地往外输送;干熄系统产生粉尘等。因此,干熄系统的每个部位都必须稳定可靠,确保干熄炉安全及稳定可靠运行,尽可能不发生故障跳停事故。
2.2 装入装置是与干熄炉盖连为一体的锥形漏斗装置及故障状态
95吨干熄焦提升系统的装入装置,也就是装焦炭盖子在自动打开或者关闭时时常不能正常、平稳地打开或关闭,导致提升机自动运行时的一些信号总是丢失,特别是雨天过后,故障反复出现,这样自动干熄系统便无法正常顺利进行干熄焦炭,装入装置的故障直接导致提升机跳停,干熄系统几近瘫痪状态,需要操作工及电工人员配合进行复位后,(从故障检查发现到故障复位,最快也要十五分钟,如果限位坏,更换后恢复最快也要30分钟),干熄提升系统才能继续进行。如此反复出现故障,不但增加了工人的劳动强度及作业时间,而且装焦罐子有可能因此被烧变形而报废,最主要还是因为干熄系统的不正常影响炉前正常出焦,大量化产品流失,造成较大经济损失。(如图5开限位,图6关限位,图7故障状态,图8故障报警)。


图5装入装置开到位限位原始状态 图6装入装置关到位原始状态


图7装入装置开、关不到位故障状态 图8装入装置故障提升机停机报警
3 处理装入装置掉信号的技术
为了解决装入装置长年易掉信号的问题,电仪作业一区提升机相关负责人及电气技术人员决定对干熄焦提升机装入装置进行解决装入装置掉信号造成提升机停机问题:(1)是电气识图寻找技术攻关突破口,通过分析装入装置电气原理图,发现控制装入装置的开限位为SQ1,关限位为SQ2,如果其中一个限位坏,必须导致装入装置电动机一直空转停不下来,直到电机过热跳停,这样电气原理图设计的装入装置安全及稳定性较差,故障直接影响干熄焦本体计算机PLC程序信号不全,不能正常执行,因此,根据装入装置电气原理图,首先优化电气原理,增加一对装入装置的行程开限位开关SQ3、行程关限位开关SQ4,达到双保险控制装入装置连体盖;(2)是现场装入装置新增行程开关细节:首先是找到原来的开限位SQ1、SQ2,其次是观察装入装置打开与关闭时电动缸控制的电液推杆行程范围,在此范围内的适宜位置电焊固定两个小钢管作为新增限位行程终点,再次安装行程限位开关;(3)是在装入装置现场控制操作箱内,找到原来开到位及关到位,即SQ1及SQ2的信号反馈中继,然后再把SQ3及SQ4的反馈信号点接到这两个开到位中继及关到位中继的辅助点上;四是新增的行程开关限位SQ3及SQ4开关控制按钮同样受控于操作面板上的开、关按钮,即新增装入装置行程限位开关与原限位开关共用共一操作按钮,它们连为一体,受同一开关按钮控制。(图7电气图增加两个限位控制点,图8增加开到位及关到位限位,图9限位开关信号反馈中继点,图10新增限位开关手动控制按钮)。

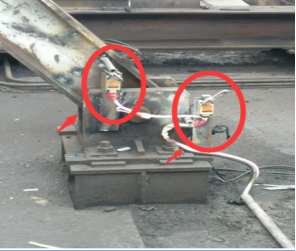
图7电气图新增2个限位控制点 图8增加开到位及关到位限位


图9限位开关信号反馈中继点 图10限位开关手动控制按钮
4效果
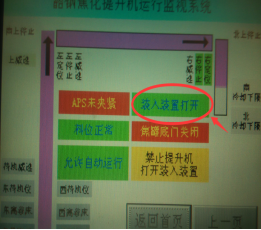
此项提高装入装置的稳定性技术的探索与实践已经调试完成并成功应用于95装入装置系统,现在干熄系统装入装置不再因为装入装置某个开到位或者某个关到位信号丢失而造成提升机停机,既解决了现场长年困扰操作工的技术难题、降低了操作工频繁到提升机高处手动操作劳动强度及危险操作,又提高了操作工的工作效率,最重要的是降低了故障率,提高了整个干熄系统的稳定性及安全性,降低了坏帐成本,此外,此项技术申请技术秘密。(如图11装入装置打开信号稳定,如图12装入装置关闭信号稳定),提升机正常运行。

图
11装入装置打开信号稳定 图12装入装置关闭信号稳定
5 结束语
本文通过对95吨干熄焦系统装入装置的容易出现故障造成提升机停机的原因进行分析,找出问题的所在,根据装入装置的电气原理图,增加一对行程限位开关进行双保险自动控制装入装置的开、闭,使提升正常运行,干熄系统稳定,减少因装入装置故障出现的高温热反应而造成的诸多不良效果及安全隐患,一方面对原电气原理设计图存在缺陷进行整改,一方面在根据电气原理图增加关控制点现场增加行程限位开关,经过反复实验确定准备安准位置,模拟SQ1、SQ2、SQ3、SQ4这四个行程限位开关其中一个出现故障后,中控室监控画面只出现某个限位开关信号丢失的报警信号,而不会使提升机停机,实践探索这种方式非常有效防止提升机停机,这样有效地防止了因装入装置故障而影响炉前出焦生产,既弥补了装入装置自动运行状态原始设计存在的不足,也利于技术维修人员对装入装置的维护,及时发现问题,适时处理。此项技术的投入,备件成本不足两千元,而实际大大提升了干熄焦系统运行的安全性及稳定性,为95T干熄焦持续产生经济效益夯实了基础。
参考文献
[1] 李哲浩.炼焦生产问答.北京:冶金出版社[M],1982.8
[2] 罗庚兴,宁玉珊.大中型PLC控制应用技术[M].北京:北京师范大学出版社,2012.12
[3] 陈金贵,李国保,王庆源.六米焦炉培训教程[J],2009.12

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



