中车大连机车车辆有限公司 辽宁大连 116000
摘 要本文首先从理论角度分析了可能导致车钩吊杆淬火硬度不足的原因,并分针对车钩吊杆的化学成分、组织状态、设备运行状况以及冷却速度等方面的因素进行详细的原因分析,最终找到导致车钩吊杆淬火硬度不足的原因是由于淬火介质的冷却能力不足所致,改进后保证了产品质量,实现对车钩吊杆调质工艺的优化。
关键词 车钩吊杆 化学成分 组织状态 炉温均匀性 冷却速度 工艺优化
1引言
2017年4月下旬,正值机车生产任务繁重之际,出现了车钩装置里车钩吊杆淬火硬度过低问题。机车车钩吊杆材质为45号钢,车间共来料80根,但是采用以往的840℃水淬后发现硬度过低,只有260-280HB之间,不符合淬火后硬度技术要求(450-650HB),产品不合格导致不能及时交付,影响了下工序的生产装配,车间领导高度重视,特立项解决此问题,在保证生产进度的基础上,优化车钩吊杆调质工艺。
2原因分析
影响车钩吊杆淬火硬度的因素有很多,包括合金元素含量、初始组织状态、设备运行状况及冷却介质的冷却速度等,下面对这些因素逐一进行分析。
2.1 合金元素含量的影响
钢的淬硬性主要取决于钢的含碳量,根本原因是钢件在淬火后形成马氏体组织,而马氏体组织的多少与碳含量有关,并随含碳量的增加而提高。因此我们首先想到利用火花鉴别的方法来初步判断车钩吊杆淬火硬度不足是否是由于钢件中含碳量不足所致。
火花鉴别法即钢在高速旋转的砂轮机上磨削时会产生火花,根据火花的形状和颜色鉴别钢的牌号的方法,其原理是磨削颗粒的表面生成的氧化铁被颗粒内所含的碳元素还原,生成CO气体,在压力足够时便冲破表面氧化膜,发生爆裂而形成爆花。流线和爆花的色泽、数量、形状、大小同试样的化学成分相关有关,根据流线和火花特征,可以初步鉴别金属材料。
通常45号钢的火花特征为流线多而稍细,火束短,发光大,爆裂为多根分岔,多量三次花呈火星形,火花盛开,花数约占全体五分之三以上,有很多的小花及花粉发生,如图1所示。

图1 45号钢的火花特征示意图
利用车间砂轮从80根车钩吊杆中随机抽取4根进行火花鉴别,发现这4个吊杆的流线均正常,且爆花很多,不似含碳量低导致其淬火硬度过低。


图2 车钩吊杆的火花特征
为进一步确认其化学成分及各合金元素的含量,又将淬火硬度不足的车钩吊杆送至理化中心进行成分检测,结果如下:
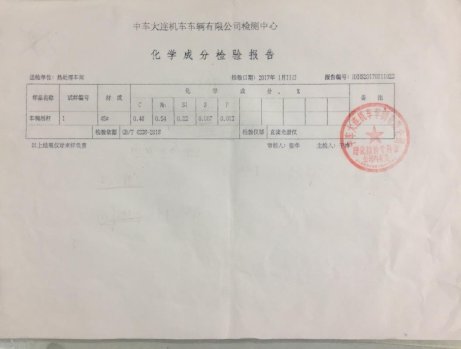
图3 车钩吊杆的化学成分
将其与45号钢各合金元素含量理论值对比,结果如表1所示。
表1 车钩吊杆化学成分(wt.%)
元素 | C | Si | Mn | P | S |
45# | 0.42~0.50 | 0.17-0.37 | 0.50-0.80 | ≤0.035 | ≤0.035 |
车钩吊杆 | 0.46 | 0.23 | 0.54 | 0.013 | 0.007 |
由对比结果可以发现,车钩吊杆材质为45号钢,排除错料的可能。
2.2 组织状态
锻件与铸件在调质前通常需要经过正火处理,以达到细化晶粒、使碳化物分布均匀化和消除材料内应力的作用,为后续调质处理做好准备。正火后得到的组织亚共析钢为铁素体+珠光体,共析钢为珠光体,过共析钢为珠光体+二次渗碳体,45号钢为亚共析钢,故若经过正火处理得到的组织应为铁素体+珠光体。
基于以上理论,若车钩吊杆在锻造后、调质前未经过正火处理,那么有可能会由于其碳化物分布不均匀或组织粗大导致淬火后得到的马氏体较少,进而使其硬度较低,同样正火时若组织出现过烧现象,也会导致其在淬火过程中组织过于粗大或晶界破碎,无法转变为奥氏体和马氏体进而使工件硬度过低,因此为确定车钩吊杆组织状态,送往理化中心进行检测,结果如图4所示。
报告显示,车钩吊杆的金相组织为铁素体+珠光体,含量分别为:珠光体58%,铁素体42%,是正常的正火组织,且由晶粒度3-8级可以发现,并不存在过烧现象,即车钩吊杆淬火硬度不足不是由于其组织状态不良所引起的。
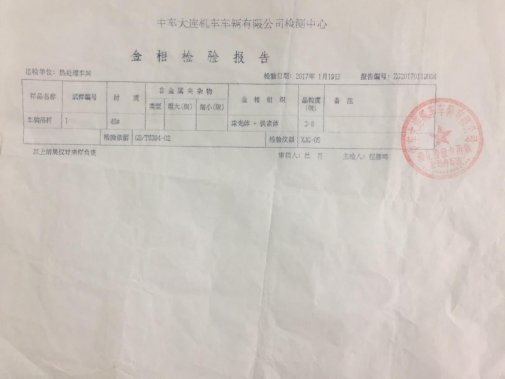
图4 车钩吊杆的组织状态
2.3 设备运行状况
排出了错料和组织状态的影响后,我们不禁想到是否是由于淬火过程中淬火炉炉温不准确或炉温均匀性不好导致淬火硬度不足呢,为验证这一结论,现对559-061台车加热炉点检情况和炉温均匀性进行测试,结果如下:
经核查,设备仪表与热电偶均在检定有效期内,并且会定期进行点检和维护保养,不会出现设备老化导致炉温不准的问题。设备的炉温均匀性检测查阅标准,并制作11点测温工装对559-61淬火炉的炉温均匀性进行检测。
(1)固定热电偶
本次测试共选取11根镍铬—镍硅热电偶,每根对应一个温度点,待固定好后将导线从炉门下引出,再关闭炉门即可。
(2)升温检测
完成上述工作后,首先将淬火炉炉温设定在880℃,连续升温,到温后保温30min开始第一次测量,保温60min进行第二次测量,后续900℃以及回火炉580℃和650℃均采用上述方法进行升温和测量。


图5 炉温检测过程
(3)检测结果
严格按上述步骤进行操作和检测后,得出如下数据:
表2 559-061台车淬火炉检测结果
点 温度/时间 | 点1 | 点2 | 点3 | 点4 | 点5 | 点6 | 点7 |
880℃/10:30AM | 875 | 877 | 880 | 879 | 882 | 876 | 876 |
880℃/11:00AM | 878 | 881 | 878 | 880 | 879 | 877 | 879 |
900℃/12:30PM | 896 | 898 | 902 | 901 | 905 | 897 | 898 |
900℃/ 1:00PM | 898 | 898 | 900 | 902 | 900 | 896 | 897 |
由上述检测数据可以发现,对于台车淬火炉,880℃和900℃保温30min后测量温度均匀性,炉内不同位置的温度相差不大,880℃时最低为875℃,最高为882℃,900℃时最低为896℃,最高为905℃,不同温度点的误差在±5℃以内,炉子的温度均匀性良好;继续将保温时间延长至60min后测量炉内各点的温度,发现炉内各点的温度更加均匀,各点温度之间的差异不超过3℃,由此可见随着保温时间的延长,炉内温度均匀性更好。
由以上检测数据及分析可以得出结论:559-061台车式淬火炉的温度均匀性良好,可以保证工件在受热时各个部位都能均匀受热,故也排出了设备对车钩吊杆淬火硬度的影响。
3 试验探究与分析
进行到这,大家都感到疑惑,为什么组织和成分都正常但是淬火后却仍然没有硬度呢?排除了成分错误、组织异常和设备故障后,最后只能在冷却速度方面进行试验探究。
目前所用淬火介质为水,其冷却特性介于油和盐水之间。水中加入适量的食盐,使高温工件浸入该冷却介质后,在蒸汽膜阶段析出盐的晶体并立即爆裂,将蒸汽膜破坏,工件表面的氧化皮也被炸碎,这样可以提高介质在高温区的冷却能力。本试验分别选用了油、水和盐水作为淬火介质,观察车钩吊杆淬火后的硬度变化。


图6 使用不同冷却介质对车钩吊杆进行淬火试验
淬火后打磨掉吊杆表面氧化皮,使用布氏硬度计对试样硬度值进行检测,结果如表3所示。
表3 不同冷却介质淬火后车钩吊杆硬度值/HB
淬火介质 | 油 | 水 | 盐水 |
1号 | 260 | 272 | 523 |
2号 | 253 | 295 | 554 |
3号 | 262 | 273 | 502 |
最后结果显示使用油和水作为冷却介质,其硬度值基本没有变化,而使用盐水作为冷却介质淬火后其硬度值显著提升,满足技术要求,可见该车钩吊杆淬火硬度过低是由于冷却介质的冷却速度不足造成的。
找到问题的原因后,更换淬火介质为盐水后80个车钩吊杆有77个符合技术条件,保证了产品质量,避免了大量废品的产生,并在此基础上实现了对车钩吊杆调质工艺的优化。
参 考 文 献
1 王从曾. 材料性能学[M]. 北京:北京工业大学出版社,2001

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



