四川经准特种设备检验有限公司 四川广安 638000
摘要:尿素合成塔是尿素生产中的关键设备。尿素的合成过程需要在高温高压下完成,工作条件十分苛刻,过程中,在高温高压及介质腐蚀的作用下,材料的力学性能会逐渐衰退,导致产生各种缺陷。特别是尿素合成塔的衬里层容易被介质腐蚀穿孔,导致尿液与内筒接触,而尿液对筒体、封头等具有强腐蚀性。所以,一旦发生衬里泄漏,必须迅速查明泄漏部位,进行修复,避免发生恶性事故。
关键词:尿素合成塔;衬里;泄漏;检漏;修复。
1.概述
该尿素合成塔于1983年1月投入使用,在使用过程中曾进行过多次常规性检查和定期检验,其下部第一筒节衬里和气液分界面部位衬里腐蚀较严重,对这些缺陷分别进行过局部的打磨、补焊修理。2021年11月3日发现8#检漏管有尿液漏出,随后外漏的尿液将该检漏管全部堵塞,判定尿塔的衬里发生了泄漏,这是该设备运行中首次发生的衬里泄漏,使用单位立即按要求作停车处理,并委托我单位进行相关检验,发现了泄漏部位,随后指导使用单位进行了修复处理。
2. 基本结构和参数
该尿素合成塔为三类高压反应容器,主要由筒体、上封头、塔盖和下封头组成,塔内共安装10层筛板塔盘。塔内衬5mm耐腐蚀不锈钢,筒体(外壳)为单层卷焊,厚度:55mm,塔内径:1000mm,塔体总高:16240mm,容积:12M3。该设备共设计19处检漏孔,分布情况为上部大盖、上封头、下封头各为3处,各段筒节分别为2处。
表1 设备主要材料一览表
名 称 | 材 质 |
衬 里 | X2CrNiMo25-22-2 |
上封头 | WB36 |
塔 盖 | C22.8 |
下封头 | WB36 |
筒体(外壳) | WB36 |
表2.设备工艺参数
设计压力 | 22.9 Mpa |
操作压力 | 19.5 Mpa |
设计温度 | 200 ℃ |
操作温度 | 185-191 ℃ |
介质 | 液氨﹑二氧化碳﹑甲铵﹑尿素 |
3.检验依据
①TSG21-2016《固定式压力容器安全技术监察规程》
②NB/T47013-2015 《承压设备无损检测》
③GB/T 9842-2018 《尿素合成塔技术条件》
④GB-150 钢制压力容器
⑤现行有关材料标准
4. 检验方法
本次检验的目的是找出衬里的泄漏部位,制定修理方案,对缺陷进行处理,同时对该塔进行一次较全面的检验。
①外部检验;拆除部分筒节的保温,查看筒体外部宏观情况,对碳钢壳体进行壁厚测定和主焊缝MT、UT抽查。检查进出口管和法兰密封面及焊缝有无腐蚀、针孔、变形和裂纹等。
②内部检验;对衬里、塔盘、钩头及连接螺栓、支耳、塔口密封面等进行宏观检查,有无腐蚀、变形和裂纹等现象,衬里测厚、衬里焊缝PT抽查、大盖螺栓100%MT检查、物料出口管角焊缝PT检查。

图1.上部衬里及焊缝腐蚀情况
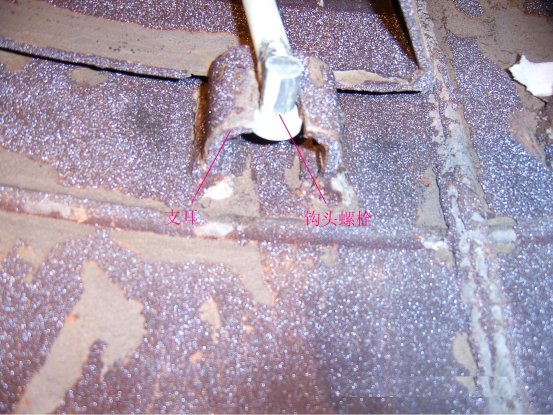
图2上部衬里、支耳及钩头螺栓的腐蚀情况
③按照设备图纸确认每根检漏管与设备相对应的位置及编号,确认所有检漏管是否畅通,对不畅通的检漏管应进行疏通。
④用氮气进行衬里检漏;选择筒节的一根检漏管作为氮气进口,另外一根作为氮气出口,在氮气进口处安装截止阀、减压阀、压力表及倒淋,在升压前减压阀后的截止阀必须处于关闭状态。在氮气出口安装截止阀、压力表。关闭出口管截止阀后开始升压,升压过程中压力控制在0.05Mpa内,严禁超压。当压力升至0.02Mpa时保压,检查人员进入容器内进行检漏。对每一筒节、上下封头及塔盖按上述方法逐一进行检查。

5.检验结果
本次对尿塔进行了较为全面的检验,在对衬里进行0.02MPa氮气检漏试验中检查发现上封头“R”段衬里与筒体衬里的环焊缝有泄漏见(见图4),这与运行状态下8#管出现泄漏的位置是相吻合的,标记该位置。对该部位进行打磨后,再进行PT检查发现裂纹(几乎整圈焊缝),我们对检查发现的裂纹进行打磨、补焊修理后PT检查又发现新的裂纹产生且在“R”段衬里母材上(距离该焊缝上方20mm处)也发现裂纹(见图5)。
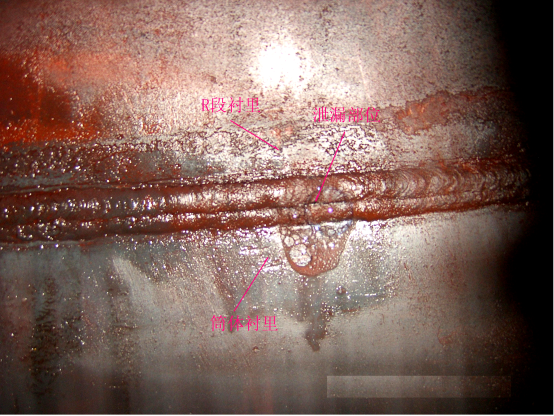
图4.检查发现的焊缝泄漏部位

图5 PT检查后发现的“R”段衬里母材裂纹
鉴于上述情况且该部位衬里腐蚀也较严重的情况下,经研究决定对“R”段和从上往下第一筒节部分(约1.41m)衬里进行更换(见图6),由某具备资质维修单位承担施工任务。
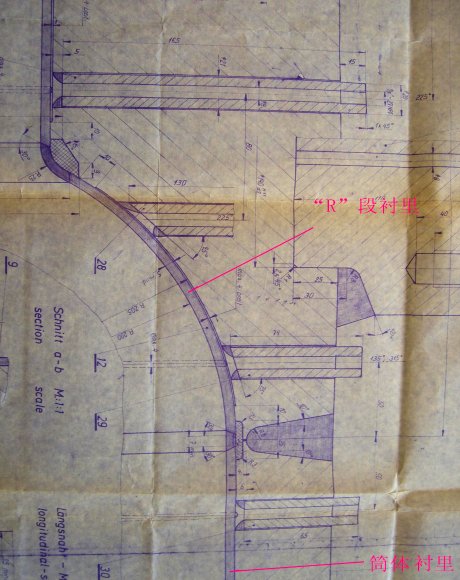
图6 “R”段和筒节部分衬里更换部位
更换内部衬里的步骤如下:
①检修前对不锈钢衬里与碳钢壳体夹层进行氮气置换,合格后开始修理工作。
②采用砂轮机将以上部位的旧衬里进行切割,拆出后对碳钢壳体内表面进行了检查,未发现有明显腐蚀和其它缺陷,确定可以开始安装新衬里。
③采用厚度为7mm的板材(经复验合格)、牌号为00Cr25Ni22Mo2N(其化学成分见下表3)制作衬里备件(“R”段和筒体衬里)。对制作的新衬里表面进行详细的宏观检查,并对“R”段衬里进行固溶热处理,内外表面进行100%PT检查。
表 3
材 料 | 化学成分(%) | ||||||||
C | Si | Mn | P | S | Ni | Cr | Mo | N | |
00Cr25Ni22Mo2N | ≤0.020 | ≤0.40 | ≤2.0 | ≤0.020 | ≤0.015 | 21.0~23.0 | 24.5~25.5 | 1.9~2.3 | 0.10~0.16 |


图7 “R”段衬里备件(外协加工) 图8 筒体衬里备件
④采用专用工装安装新衬里,以确保衬里与壳体贴合良好,其贴合情况按照GB/T 9842-2018的要求进行检验,同时保证检漏孔不处于焊缝位置,以便能对新换区域的泄漏能进行检漏。
为确保衬里与壳体尽可能贴合良好,我们将“R”段衬里大致等分为四瓣逐一进行安装定位、焊接,筒体衬里采用一次卷板成型(一道纵缝)进行安装组对、焊接。组对后衬里焊缝的对口错边量≤2.5mm,符合GB/T 9842-2018的要求,纵缝焊接组对位置按图纸中要求制作垫板(垫板采用与衬里相同的材料,宽×厚=20×4mm)。
所有焊接表面采用不锈钢专用砂轮片进行打磨至原来的金属本色并有30°坡口,打磨中注意避免局部过热而出现回火色泽影响衬里的耐腐蚀性,打磨完成后使用无水酒精对焊接表面进行清洗,采用手工氩弧焊打底,经PT检查、铁素体测定(≤0.6%)合格后再进行下一步焊接,焊接人员均为具有相应资格的焊工,所有焊接工作完成后对焊缝及热影响区进行宏观检查未见有裂纹、气孔、弧坑、沾渣、未熔合、咬边等缺陷,并按NB/T47013之规定进行100%PT检查,未发现缺陷。
⑤割除安装过程中临时焊接的支耳并对焊接部位进行逐一打磨抛光处理。

图9 上封头“R”段更换的新衬里
⑥水压试验及最后进行的检查;按水压试验方案进行水压试验(试验压力25.0Mpa,试验用水中Cl-含量≤25mg/L,水温不低于15℃),试验过程中未见异常的响声、可见的变形和泄漏,对19根检漏管进行检查未发现异常,水压试验合格。
水压试验后再次开盖对新换衬里的焊缝进行100%PT检查,未发现异常,衬里逐一氮气检漏试验未见异常。全部检查合格后,对新换衬里及焊缝进行钝化处理(使用45%的硝酸液),对不锈钢衬里与碳钢壳体夹层再次进行氮气置换。
7.结语
通过更换部分衬里,消除了该尿素合成塔的安全隐患,避免了可能发生的重大损失。此次尿素合成塔衬里泄漏处理,科学、严谨、合理、经济、有效,对同类设备相同问题的处理具有指导意义。
参考文献
[1]TSG21-2016固定式压力容器安全技术监察规程
[2]NB/T47013-2015 承压设备无损检测
[3]GB/T150-2011钢制压力容器
[4]GB/T9842-2018尿素合成塔技术条件
[5]GB/T 713-2014 锅炉压力容器用钢板
[6]强天鹏.压力容器检验

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



