身份证号:44152219830304273X
摘要:随着新车型导入越来越多,出现紧固件力矩不统一问题,导致现场出现装配质量问题,本文介绍了整车(总装)紧固件力矩统一优化原则及案例介绍,以笔者在整车(总装)紧固件力矩统一优化的实践经验,通过优化提炼,总结了整车(总装)紧固件力矩统一优化分析,对提高整车(总装)紧固件力矩统一优化具有一定的借鉴意义。
关键词:力矩;优化;标准化;
一、引言
随着我们国家经济的快速发展,汽车更新换代工作将速度越来越快,特别每年新车型推进越来越高,相关紧固件力矩种类及数量相应增加,出现紧固件力矩不统一问题,导致现场出现装配质量问题,很有必要对其力矩进行优化,在新的市场形势下,在最短的时间并做出质量过硬,具有竞争力的产品尤为重要。

以上,某公司紧固件力矩调查情况:沿用量产统一优化,但力矩清单未同步修改,从产品设计源头上进行优化改化改善,联合产品研发部门优化专项优化小组。
二、总装紧固件力矩定义
2.1 静态力矩:在一个紧固件被固定好之后,需要将其在紧固方向上继续旋转的瞬间所需要的力矩。
2.2 动态力矩:是指产品设计输出的工艺力矩。
三、总装领域紧固件优化原则
3.1原则一(力矩标准化)
3.1.1 M6力矩:
通常情况下8.8级及以上硬链接处的扭矩定义为8,10N.m,即与钣金连接面接触;
通常情况下8.8级及以上软连接处的扭矩尽量定义为6 N.m,即与塑料连接面接触( 软连接力矩跟被连接件的刚度性能、强度相关,具体力矩值根据实际工况制定)
3.1.2 M8力矩:
符合设计预紧力情况下,通常情况下8.8级尽量统一在20±2,22±2(常规推荐力矩), 25±3, 10.9级通常情况下统一在30±3(常规推荐力矩), 33±3之间。特殊情况再根据实际工况计算扭矩值。
3.1.3接地螺栓:
M6:10±2
M8:24±3

3.2原则二(力矩上下限偏差一致性)


3.3 原则三:8NM及以上的力矩值,原则上不建议有小数点十分位
(个别特殊点及8NM以下的除外)
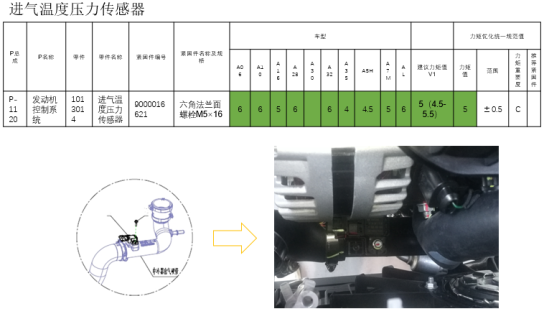
设计部门给出拧紧力矩 | 力矩等级 | 拧紧力矩(工艺部意见) | ||||
力矩值 | 力矩范围 | 力矩值 | 力矩范围 | |||
Min. | Max. | Min. | Max. | |||
8 | 6.4 | 9.6 | C | 8 | 6 | 10 |
如计算出的扭矩值为8±1.6时修正为8±2;
如计算出的扭矩值为 65.3±6.5 N.m时修正为 65±7 N.m。
(小数点后位数值≥5时个位数进一位,小数点后位数值≤5时舍去,个位数值不变。)
四、结语
根据整车各车型紧固件力矩优化统一建议清单,作为标准规范进行实施;发布研发设计部门发布力矩清单进行检证确认(签名),不符合要求,将退回给产品设计部门;检证结果确认无误,方可发布力矩清单,并制定管理流程图规范后续力矩清单管理流程。

本文共享的整车各车型紧固件力矩优化统一建议,由此在紧固件力矩优化方面均取得了很好的效果,对提升新车型上市及量产车型优化后,并从源头上进行优化,规范紧固件力矩优化管理流程,提高力矩通用性及装配质量;在整车产品上及竞争力奠定了基础。此文也期望对整车各车型紧固件力矩优化统一起到借鉴和参考作用。
参考文献:
【1】李洪德,汽车设计标准资料手册.吉林科学技术出版社,2012
【2】王宁.一汽吉林公司汽车工序质量控制管理研究[D].吉林大学,2016.
【3】Miffy. 金相学及金相显微镜综述[J]. 2011.
【4】金佳佳. 基于生命周期评价方法的再生胶生产过程评价[D].浙江大学,2014.
【15】朱彤,汽车标准件手册,吉林科学技术出版社,2000
【5】李妙珍. 关于铝及铝合金的焊接工艺浅析[J]. 轻金属, 2007(9)
【6】江民华,王鹏,任永林.铝合金厚板对接MIG焊焊缝修复工艺[J].焊接技术,2018,47(01)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号