重庆长安汽车股份有限公司 重庆:400000
摘要:在数字化、“5G+”的大时代景下,汽车产业形态正在发生深刻的变革,数字化工厂技术已经成为汽车企业的主流技术。本文以重庆长安汽车有限公司数字化生产线为例,研究智能可视化信息流传输交互技术及其应用,实现了人机高效、实时交互,以大数据分析为支撑,为管理者提供模型及数据支撑,实现数字化工厂新模式。
关键词:汽车;5G;智能;数字化;信息交互
一、引言
在信息技术不断发展的背景下,汽车产业智能化、数字化发展已是必然。以数字和智能制造作为关键技术的数字化工厂,是现代工业化和信息化融合的信息体现,也是实现智能化制造的必经之路。为实现制造强国的战略目标,以《中国制造2025》行动纲领为战略支撑和保障,长安汽车以智能化工厂、智能新模式、智能化管理等着力点,全面推进智能制造生产线建设,已初步实现以产品全生命周期管理支撑企业发展战略和业务拓展的大型数字化制造企业。
二、关键技术
重庆长安汽车鱼嘴工厂在完成智能柔性产线生产改造后,成为首个尝试智能可视化信息流传输交互的应用。初步以冲、焊、涂、总四大工艺智能制造平台可视化人机交互系统开发为契机,在5G通信技术的支持下,实现车间机器、产线、人机界面的高效、实时交互,对设备产生的大量数据进行抽取、清洗、挖掘、统计。为生产一线人员提供亲切友好便捷的人机交互,为管理者提供大量数据分析建模、趋势性分析等提供模型支撑,为决策者提供各种量化指标的统计数据,为决策提供辅助分析。
2.1数字化
平台体系:在现有TC数字化制造管理平台的基础上,对设备、工位、工具终端进行数据、状态采集,结合“虚拟双胞胎”数字孪生技术进行工艺验证,零部件匹配,进行数据治理和分析,优化汽车工艺规划、人机工程、生产效率等。
2.2网格化
通过5G网格化基站的车间部局,实现基站与基站之间、设备与设备之间数据的直接交换,是信息流的交互速率达到10Gbit/s,为后期数字孪生技术的发展和应用构建了一个稳定可行的硬件基础环境。
2.3扁平化
结合工厂现有的生产过程控制系统(PPC)、证书管理系统(CMS)、设备管理系统(PMC)、能源管理系统(EMS)、全面追溯系统(FTS)、停线管理系统(LSS)以及质量管理系统(QMS)七大功能系统进行整合,数据在基础单元进行互联互通,分享运算,为各功能系统提供及时高效的数据运算和决策参考。
2.4可视化
在这七大功能系统的运行支持下,建设工程、车间、生产线三层级的执行系统,全面覆盖生产计划执行、车型跟踪、质量管理、信息化生产指导、能源监控、设备监控等制造管理,并利用5G+实时数据传输在车间班组长、七部门管理者、高层决策者间形成可视化信息共享并分权限推动数据运算结果。且在第二阶段创新性的导入关键工序视频数据的实时采集,为管理者提供实时的直观的视频数据,进一步有利于模型分析与决策。
三、数字化系统
3.1 工厂级信息化系统
工厂智能制造系统根据业务的通用性,分为“工厂级”系统和“车间级”系统,如图1所示。对于工厂级智能制造系统来说,由设备运行管理系统、制造执行系统、质量管理系统、能源管理系统组建而成。
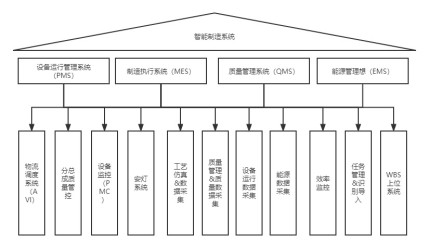
图1 工厂级智能制造系统
设备运行管理系统(PMS):主要对设备运行状态和参数数据进行分析,自动监控和分析异常,判断故障点,开展设备预知保全,预测性维护等,实现“基于经验的被动维护转变为基于设备实际状态的主动保养维护”;通过与设备制造厂家的深度合作,运用大数据AI算法,建立数学模型赋予系统自学习的能力,实现系统最终自主决策判断。改变目前按照西格玛管理办法构建的设备周期性点巡检, 基于经验的易损件备货准备等粗放式维护模式,通过对设备关键参数和指标的采集,如增加关键区域的温度、声音、电流、压力、转速、轴偏差等信息,提前判断设备运行风险、故障点及出现故障的概率,在下次安排巡检的时候安排维保人员进行故障排除或备件更换。实现精准性维护。
制造执行系统(MES):MES系统主要实现与企业级ERP、SRM、LES、Portal等系统进行数据交换,实施准确的将生产任务下发到各车间,再由各车间级智能制造系统承接、组织现场,执行生产任务。
质量管理系统(QMS):将生产过程中与质量有关的数据及时准确录入系统中,实现生产过程质量数据分析,及时对生产班组进行指示,对管理者进行预警。在此次试点项目中,对生产过程中设备产生的过程数据进行采集、建模分析,加强对质量问题的追溯到工序级,并就质量问题产生过程进行分析,趋势性判断,来达到提升过程质量的目的。
能源管理系统(EMS):采用数字化智能电表,流量计,水气表等,建设设备级、产线级、车间级、能源站级能源监控网络,实施采集各车间能耗数据,分析用能量,能源管理,能耗分析,系统性的提升工厂的能源利用率,建设能源损耗,并加强能源安全监管。
3.2 冲焊涂总车间数据获取与分析运算

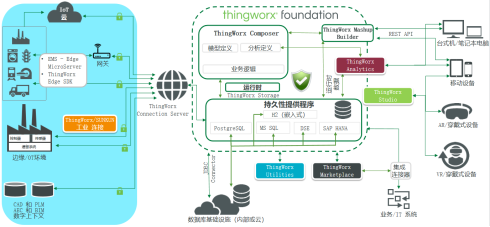
图2 车间级智能系统可视化展示
在系统产线中,如图2,通过引入Thingworx 物联网平台和SUNKUN智能网关,对关键设备通过加装传感器、程序梳理、修改PLC、PMC,获取传感器数据并记录到相应点位信息。对物联网平台中点表信息进行定义和标定,规划采集信息和流程。将冲压车间高速压机、高速传输设备、端拾器、工装模具、自动化立体仓库、物流盛具等硬件集成为智能数据收集系统。

实现现场工业设备的双向连接后,通过SUNKUN数据采集网关进行数据采集和设备控制,并向ThingWorx平台提供数据源。ThingWorx 平台通过AI分析组件,使用先进的人工智能和机器学习技术来解决工业物联网数据带来的特定挑战。为平台上构建的应用程序和AR体验提供可靠、可操作的实时洞察。内置AI、机器自学习等算法模型并提供自动预测建模及分析功能,实现模型训练,预测性分析。
3.3 冲压车间系统集成可视化应用
汽车冲压线生产的零件数量大、种类多、过程复杂,对设备要求高。为此开发了一套智能生产监控系统,通过车间多层网络结构与整线控制系统、设备监控系统、质量管理系统、物流监控及生产智能排程系统、生产防错系统、工艺参数监控系统;与上层MES系统、PMC系统、MQS系统等互联互通,通过SUNKUN-SCADA数据采集系统对设备参数、工艺参数、质量信息、生产过程数据全面采集。对开发工艺参数、设备运行状态、生产计划状态、质量大数据分析优化模型,以支持工艺、质量、生产管理的持续优化,形成产品内部执行代码解析、工装字段定义、冲压设备数据采集并写入存储,为后期推进的产品标识系统,提供过程质量管理追溯的数据与档案。

并在互联互通各系统数据后,对车间安灯系统展示内容和数据进行了极大的丰富,向车间一线生产人员充分展示了生产计划、完成情况、当班完成数量预测;并对SPC质量检测数据及时进行统计和发布,有利于一线生产人员即时跟进和改善。

对生产管理人员提供了纵向和横向的数据对比,尤其是对瓶颈工位、工序的实施状态和数据AI判断,为生产管理人员的产能优化和资源整合提供海量的数据和分析模型。
设备点巡检自动计划排班:在结合生产管理系统的生产计划和实际产能数据分析的基础上,实现设备巡检的自动排期,并通过开发的手机APP,运营商短消息等方式通知排班维修工程师;并对系统监测到的设备运作异常数据进行重点提醒,并按照设备、产线维护逻辑流程指派巡查要素。
设备故障自动派工维修:在系统获取的设备的故障信号后,将通过故障判断的逻辑和问题分析模型进行运算后,直接通过手机APP向负责的当班维修工程师派工,且维修工程师需在5分钟内在APP上进行确认,并在指定的时间内对故障工位进行处理,如果维修时间超时将按照作业流程升级上报,寻求资源整合解决。
设备故障维修经验AI自学习:系统运行派单的设备故障维修情况,维修工程师需要形成维修报告上传系统,经过维修经理判断后,认为可以成为同类故障维修作业指导书的维修报告将在系统中确认,后期出现同类型故障的时候,系统将向去解决的工程师推送此维修过程,帮助工程师迅速解决问题,恢复生产。

3.4 数据统计与管理者决策辅助
系统提供多种管理模型,对获取的数据进行运算处理,形成图表文件供管理者决策。

四、总结
长安汽车5G+智能产线可视化交互技术具有数字化、网络化、扁平化和可视化的特点,具有工厂级信息化系统,冲焊涂总车间数据获取与分析运算,冲压车间系统集成可视化应用和数据统计与管理者决策辅助四大功能系统,在5G通信技术的支持下,实现车间机器、产线、人机界面的高效、实时交互,对设备产生的大量数据进行抽取、清洗、挖掘、统计。为生产一线人员提供亲切友好便捷的人机交互,为管理者提供大量数据分析建模、趋势性分析等提供模型支撑,为决策者提供各种量化指标的统计数据和辅助分析。
参考文献:
[1]刘志. 关于数字化建设的探索与实践[J].科学与财富,2020(4):132-132.
[2]田建忠. 数字化工厂的应用现状与前景展望[J]. 创新科技, 2017(5):8-8.
[3]唐肖云. 未来制造业新模式——数字化工厂[J].工程技术:文摘版,2016(1):104-104.
[4]王龙凯. 数字化工厂的实现方式与应用分析[J].. 信息周刊,2019(41):1-1.
[5]于泽淼,李文刚,郭鑫,等. 涂装车间自动化、数字化、智能化新技术[J].汽车工艺与材料,2020(12):25-28.
面向汽车领域的基于“互联网+”协同制造、智慧制造的5G虚拟企业专网建设项目

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



