1.贵州中烟工业有限责任公司毕节卷烟厂,贵州 毕节 551700
摘要:试验结果表明:(1)随着闪蒸蒸汽压力的减小,梗丝和成品烟丝填充值呈先降低后增加趋势,梗丝整丝率呈先降低后增加趋势,成品烟丝呈先增加后降低趋势。(2)随着闪蒸蒸汽压力的减小,重量变异系数达标率、重量标偏达标率呈现增加趋势;吸阻变异系数达标率呈先降低后增加趋势,吸阻标偏达标率呈现先增加后减小趋势。硬度总体波动较小。(3)综合分析可知,梗丝生产时,闪蒸蒸汽压力为0.6 MPa为较好状态。
关键词:梗丝流化干燥;闪蒸;蒸汽压力;参数优化
制梗丝是卷烟生产企业制丝线的一道重要工序,其作用是将叶梗分离后的烟梗制成梗丝,梗丝是卷烟的填充原料之一。目前烟草行业采用较多的是气流式或隧道式梗丝干燥方式。
毕节卷烟厂梗丝膨胀干燥设备为“闪蒸式梗丝膨化装置+振动流化干燥机”,其工作原理为:梗丝经进料气锁进入文氏管入口,同时饱和蒸汽经喷嘴喷射,将物料吹入文氏管并充分混合,在蒸汽的压力和温度的共同作用下,在极短的时间内,将梗丝内部水分子的汽化分压和温度提高到一定程度,当物料从文氏管喷出的瞬间,体积突然扩大、周围压力突然下降,这时梗丝内部的汽化分压远远高于周围的环境气压,达到闪蒸的条件,水分剧烈蒸发,梗丝的纤维组织也因此获得充分膨胀。经分料器使梗丝与蒸汽分离,进入流化干燥机(流化床)进行烘干冷却定形。
国内外众多学者对梗丝膨胀干燥进行了研究。朱艳辉[1]对隧道式梗丝干燥机的结构及工作原理进行分析,在流化床进口输送机上安装物料导流板,通过正交试验确定合理的导流板尺寸及安装夹角,促使进入流化床的物料厚度尽可能均匀,提高梗丝干燥后的出口左中右水分的偏差。陶智麟[2]对国内卷烟厂普遍采用的3种模式流化床梗丝干燥设备的热风系统及其对梗丝质量的影响进行了分析比较。结果表明,热风系统中的进风、回风及其风量调节的装置设置不合理都会导致流化床面或流化床内热风风速不均匀,进而直接影响烘后梗丝含水率的均匀性。通过对热风系统进行合理设置和调整,可减少梗丝含水率的差异,保证烘后梗丝加工质量及稳定性。李亚[3]等通过对流化床一区的热风参数进行不同梯度试验,结果表明,在梗丝流化床干燥过程中,随着一区的热风温度增加,干燥后梗丝的填充值与碎丝率逐渐增加,整丝率先升高后降低,烟支但支克重先降低后升高,感官质量综合得分情况也呈现先上升后降低的曲线变化趋势,适宜的一区热风温度有利于梗丝物理指标与感官质量的提升和改善。张世强等[4]的《论闪蒸流化床设备改进在卷烟制梗丝加工中的应用》中提出洛阳卷烟厂制梗丝膨胀工艺设备为江苏智思机械有限公司生产的SH84型闪蒸流化床配套装置,作用是将梗丝进行高温膨化和干燥定形,保证梗丝水分稳定和膨化填充效果,但在实际的生产加工控制中,设备现有结构在加工方面存在质量问题:物料中有湿团梗丝,截面物料分布不均匀,干燥区物料悬浮状态差,直接制约了梗丝的加工质量。通过对闪蒸流化床结构改进,热风风道区分,加工参数优化等措施,提高梗丝的在线加工质量。戴滔[5]运用模糊-PID控制方法对梗丝流化干燥系统进行改造,系统的动态性能指标明显改善,抑制了温度滞后性对控制系统的影响,增强了控制系统的稳定性能,改善了梗丝的内在质量。目前,化干燥对梗丝质量影响的研究主要是对烘前物料厚度均匀性、流化床结构改造及部分加工参数(如一区热风温度)进行了相关研究,但对梗丝流化干燥过程闪蒸蒸汽压力参数的研究较缺乏。
1 材料与方法
1.1材料、仪器及设备
P号梗丝;G牌号成品烟丝;G牌号成品烟支;AR2130型电子天平(感量:0.001 g,奥豪斯仪器有限公司); YQ-2 型烟丝振动分选筛、GDS410型梗丝填充值测定仪(郑州嘉德机电科技有 限 公 司);QTM0835U7 综 合 测 试 台(英 国Cerulean 公司)。
1.2方法
1.2.1试验方法
试验时,各批次物料在闪蒸前端各工序加工过程中的工艺参数均严格按照该配方加工工艺标准执行,以保持来料的一致性。
为验证和评价加工参数优化前后梗丝加工质量,将优化后梗丝与优化前梗丝(对照样)均以10%掺配比例添加到G牌号的烘后叶丝中,加香、混匀并在同一台卷烟机上进行卷制;对卷制后样品烟支进行物理指标对比。
1.2.2检测与分析
填充值和整丝率的测定按文献[6-7]的要求进行。卷烟样品的物理指标测定按相关研究进行。
2 结果与分析
表1 试验结果统计表
试验过程 | 试验次数 | 第1次 | 第2次 | 第3次 | 第4次 | 第5次 | 第6次 |
闪蒸蒸汽压力( MPa) | 0.75 | 0.75 | 0.6 | 0.6 | 0.5 | 0.5 | |
梗丝 | 填充值(cm³/g) | 8.45 | 8.6 | 8.12 | 7.67 | 7.76 | 8.37 |
整丝率(%) | 90.74 | 89.38 | 89.95 | 89.03 | 89.49 | 91.31 | |
碎丝率(%) | 0.13 | 0.24 | 0.17 | 0.22 | 0.11 | 0.17 | |
成品烟丝 | 填充值(cm³/g) | 4.89 | 4.91 | 4.73 | 4.72 | 4.75 | 4.85 |
整丝率(%) | 81.37 | 76.88 | 81.15 | 84.65 | 79.51 | 76.86 | |
碎丝率(%) | 0.86 | 1.49 | 0.89 | 0.55 | 0.98 | 1.51 | |
成品烟支 | 闪蒸蒸汽压力(MPa) | 0.75 | 0.75 | 0.6 | 0.6 | 0.5 | 0.5 |
重量均值(g) | 0.848 | 0.85 | 0.851 | 0.88 | 0.867 | 0.85 | |
重量变异系数达标率(%) | 59.74 | 77.46 | 60.16 | 76.87 | 74.23 | 77.84 | |
重量标偏达标率(%) | 62.29 | 85.92 | 69.91 | 83.78 | 74.23 | 85.93 | |
吸阻均值(Pa) | 1169.75 | 1175.2 | 1170.14 | 1157.5 | 1162.03 | 1167.81 | |
吸阻变异系数达标率(%) | 18.64 | 24.33 | 21.18 | 13.83 | 30.24 | 24.36 | |
吸阻标偏达标率(%) | 7.2 | 10.24 | 8.9 | 22.7 | 14.02 | 9.59 | |
硬度(%) | 70.57 | 70.28 | 69.78 | 69.7 | 69.83 | 71.75 |
2.1调整前后对结构指标的影响
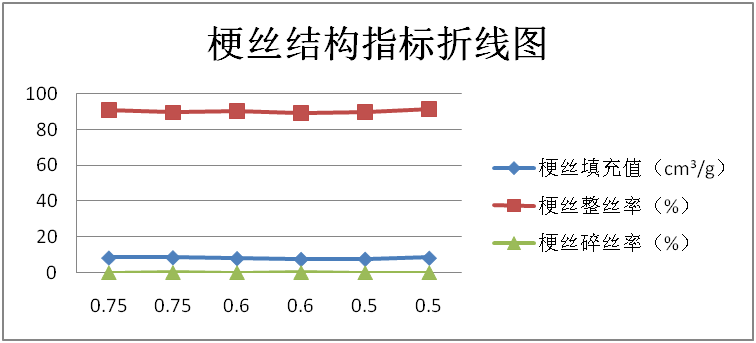
图1 梗丝结构指标折线图

图2 成品烟丝结构指标折线图
测试结果表明,随着闪蒸蒸汽压力的减小,梗丝和成品烟丝填充值呈先降低后增加趋势;梗丝整丝率呈先降低后增加趋势,成品烟丝呈先增加后降低趋势。
2.2调整前后对成品烟支物理指标的影响

图3 成品烟支物理指标折线图
统计卷包车间综合测试台数据,结果表明,随着闪蒸蒸汽压力的减小,重量变异系数达标率、重量标偏达标率呈现增加趋势;吸阻变异系数达标率呈先降低后增加趋势,吸阻标偏达标率呈现先增加后减小趋势。硬度总体波动较小。
3 结论
3.1随着闪蒸蒸汽压力的减小,梗丝和成品烟丝填充值呈先降低后增加趋势;梗丝整丝率呈先降低后增加趋势,成品烟丝呈先增加后降低趋势。
3.2随着闪蒸蒸汽压力的减小,重量变异系数达标率、重量标偏达标率呈现增加趋势;吸阻变异系数达标率呈先降低后增加趋势,吸阻标偏达标率呈现先增加后减小趋势。硬度总体波动较小。
3.3综合分析可知,梗丝生产时,闪蒸蒸汽压力为0.6 MPa为较好状态。
参考文献:
[1] 朱艳辉.提高梗丝流化床干燥出口水分均匀性的一种方法[J].汉中科技,2013,(2):24-25.
[2] 陶智麟. 3种流化床梗丝干燥设备热风系统对比[J].烟草科技,2007,(2):14-15,19.
[3] 李亚,陈春雷,袁伶俐等. 不同热风条件对成品梗丝综合质量的影响[J].中国新技术新产品,2010(1):29.
[4] 张世强,朱磊. 论闪蒸流化床设备改进在卷烟制梗丝加工中的应用[J].中国新技术新产品,2011(23):138.
[5] 戴滔. 模糊-PID控制在梗丝流化床中的应用[J].烟草科技,2008,(8):24-28.
[6] YC 163—2003 卷烟 膨胀梗丝填充值的测定[S].
[7] YC 178—2003 烟丝整丝率、碎丝率的测定方法[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



