宁波裕隆汽车制造有限公司 浙江省宁波市 315000
摘要:随着我国经济高质量发展阶段的到来,我国各个行业都在面临着新一轮的升级和突破。对于机械加工行业来说也不例外,作为我国机械产业的重要组成部分,机械加工工艺的提升对于提高其上下游产业的综合运行效率具有重要的意义。而当前我国科学技术和人工智能技术的发展,也让机械加工工艺与工艺装备设计工作的优化与创新看到了新的发展希望。本文就机械加工工艺与工艺装备设计的相关问题展开探讨,以供参考。
关键词:机械加工;加工工艺;工艺装备设计;设计创新
工艺过程是指在生产过程中,通过直接或按一定的顺序逐步改变生产对象的形状、相互位置和性质等,使其成为成品或半成品的过程。机械加工工艺是指采用机械加工的方法,直接改变毛坯的形状、尺寸、表面质量等,使其成为零件的工艺过程。加工过程直接决定零件和机械产品的质量,对产品的成本和生产率都有较大的影响,是整个工艺过程的重要组成部分。机械加工工艺装备则包含通用装备、专用装备及其他装备,它主要是为生产过程提供相应的工具,是机械加工工艺的重要组成部分。好的工艺装备能够提高加工精度、减少时间消耗、优化资源配置,从而降低成本,增加经济效益;还有利于扩大机床的使用范围,从而实现机械加工行业的自我创新与升级。而对于这项工作的研究和探讨,也符合了我国经济高质量和可持续发展的要求,适应了当前市场需求的变化。
1 机械加工工艺装备简述
机械加工工艺装备的概念
机械加工工艺装备是指在机械加工过程中所使用的各种工具的总称。主要包括刀具、夹具、模具、量具、检具、辅具等。按其使用对象分为通用和专用两种,在机械加工过程中工艺装备稳定的保证加工质量、提高劳动生产率、减轻工人的劳动强度保证安全生产同时还可以扩大机床的适用范围。
机械加工工艺装备的应用优势
促进加工精确度提升,从而提高整体的加工工艺水平和机械成品质量水平。
降低成本,实现经济效益提升。通过加工工艺装备的加持,能够最大程度上实现资源优化配置,节省时间成本,提高工作效率。从而在减少支出这一范畴之内实现经济效益的上升。
节省人力,相关加工工艺装备的使用,能够推动机械加工制作过程的自动化与智能化发展趋势,从而更大程度上解放劳动力。
扩大机床加工范围和改变机床用途。在机床中安装工艺装备后,机床不仅扩大生产范围,某些特殊的机床设备也可以完全改变原始的用途,一些旧的机床或者一些空闲的机床能通过工艺装备发挥他们的作用,减少了机床的闲置费用,让机床运作起来也减少了机床生锈报废的可能。
1.3工艺装备的具体作用概述
工艺装备在机械加工中是十分关键的,其能够最大限度的保障工件位置的准确性。工艺装备主要是利用直接夹紧的方式来固定工件。现如今的工艺装备较传统划线找正的定位模式有着精准度高的优势,且能更加稳定。同时在设计工艺装备时,也不应拘泥于形式,而要按照实际使用要求,并结合理论知识来设计出满足实际零件所需要的合理的工艺装备。例如我司新开发的一款气缸盖罩在测试时用常规的设计方法,选用SC型气缸封堵测试,满足不了产品气密性要求(0.2Mpa/60s内无泄漏)。通过计算知:F =P*S
式![]() 中: F 压力 (单位Kgf)
中: F 压力 (单位Kgf)
P![]() 压强 (单位Mpa 1Mpa≈10Kgf/ cm2 )
压强 (单位Mpa 1Mpa≈10Kgf/ cm2 )
S![]() 受力面积 (单位cm2)
受力面积 (单位cm2)
F1=P*S1=0.2*10*419.52Kgf=839.04 Kgf (底面所受压力)
F2=P*S2=0.2*10*116.82Kgf=233.64 Kgf(顶面方形面所受压力)
F3=P*S3=0.2*10*1.77Kgf=3.54 Kgf(顶面φ15孔所受压力)
F4=P*S4=0.2*10*8.55Kgf=17.1 Kgf(顶面M33孔所受压力)
则F受压总= F1+ F2+3 F3+ F4=1100 Kgf (产品结构如图一、图二所示)
图一 图二


按产品结构布局2个SC100气缸及一个SDA50气缸,分别计算压紧力:FSC=P*SSC=0.5*10*Π(D/2)2=0.5*10*Π(10/2)2=393 Kgf
FSDA=P*SSDA=0.5*10*Π(D/2)2=0.5*10*Π(5/2)2=98.2 Kgf
则F压紧总=2 Fsc+ FSDA=884.2 Kgf 按气缸输出效率75%计算则:
F压紧总'=0.75*884.2=663.15 Kgf F压紧总'<F受压总故压不紧
限于位置重叠,不能选用更大的气缸来设计,故要采用增力机构。
常见的增力机构有:①杠杆式增力机构 ②斜楔式增力机构 ③铰链杠杆式增力机构 ④偏心式增力机构 ⑤螺纹式增力机构 ⑥液体式增力机构,对比以上增力机构,并结合实际情况,选用斜楔式增力机构。根据以上计算结果得:F受压总- FSC- FSDA=1100-393-93=614 Kgf 即增力后的压紧力大于614 Kgf则产品可以压紧。
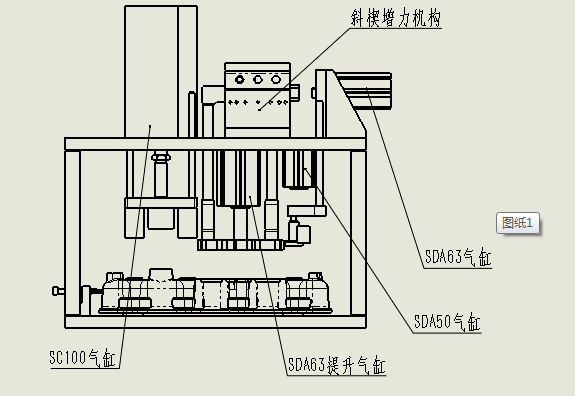
经过综合考虑,将布局改为左面2个φ15孔及中间M33孔用一个SC100气缸垂直压紧,右边一个φ15孔用一个SDA50气缸垂直压紧,中间方孔面,用一个SDA63气缸水平布置,其下采用3°斜楔双头导向,两面滚动增力。(布局见图三)
图三
计算公式如下:
IpⅧ=(1-tan(α+θ1d)tanθ3')/(tan(α+θ1d)+ tanθ2d)
Q=Wk/ IpⅧ
式![]() 中:IpⅧ 增力比
中:IpⅧ 增力比
![]() Q 作用在斜楔机构上的所需推力
Q 作用在斜楔机构上的所需推力
α![]() 斜楔夹紧机构的斜楔角(°)
斜楔夹紧机构的斜楔角(°)
![]() θ1d 滚珠作用在斜楔面上的当量摩擦角(°)
θ1d 滚珠作用在斜楔面上的当量摩擦角(°)
![]()
![]() tanθ1d=d/D tanθ1 d 滚珠转轴直径 D 滚珠外径
tanθ1d=d/D tanθ1 d 滚珠转轴直径 D 滚珠外径
θ![]() 2d 滚珠作用在斜楔基面上的当量摩擦角(°)
2d 滚珠作用在斜楔基面上的当量摩擦角(°)
![]()
![]() tanθ2d=d/D tanθ2 d 滚珠转轴直径 D 滚珠外径
tanθ2d=d/D tanθ2 d 滚珠转轴直径 D 滚珠外径
θ![]() 3' 移动柱塞单头导向时,导向孔对移动柱塞的摩擦角(°) tanθ3'=3l/htanθ3
3' 移动柱塞单头导向时,导向孔对移动柱塞的摩擦角(°) tanθ3'=3l/htanθ3
以上的计算比较繁琐,按《机床夹具设计手册》P45表1-2-18斜楔夹紧机构计算值。在3°斜楔,移动柱塞式,双头导向,两面滚动的条件下,增力比可达6.49倍。于是有:
FSDA增力=0.5*10*Π(D/2)2* IpⅧ=0.5*10*Π(6.3/2)2*6.49=1011.5 Kgf
Q=Wk/ IpⅧ=614/6.49=94.6 Kgf 而63气缸在0.5Mpa下出力155.9 Kgf,75%效率下也有116.9 Kgf故可以推动斜楔机构。根据前面知增力后的压紧力大于614 Kgf,就可以压紧。而此时增力后压紧力1011.5 Kgf,FSDA增力/ F所需力=1011.5/614=1.6倍,安全储备充足。后经测试验证,此增力机构安全可靠,测试时各泄露面密封牢靠。
2 关于机械加工工艺与工艺装备设计的探究意义
2.1 深化相关从业人员认知,提高机械加工工艺装备设计的科学性。
2.2 提高机械加工行业的理论化发展水平,加快成熟速度,促进行业转型升级。
2.3 拓展发展空间,增添机械加工行业的发展活力,符合可持续发展战略。
2.4 提高机械加工工程的质量水平和市场竞争力,适应当前的时代发展与市场需求。
3 工艺装备在设计过程中所需要注意的问题
3.1 工艺装备的适用范围方面,工艺装备的使用,主要是针对一些具有一定生产规模和加工复杂的场合。
3.2 工艺装备要根据实际情况来进行设计和选择工艺装备,并在最限度上保证工艺装备简单,一定要最限度地使其具有简单通用的特性。
4 优化机械加工工艺与工艺装备设计的建议
4.1 挖掘设计人才,加强人力资源管理
相关高层管理人员必须注重新锐设计人才的挖掘与培养,并通过政策红利与薪酬红利激发其工作积极性和工作潜力,只有这样才能够让工业装备的设计工作真正具备充足的智力支持;同时要把人力资源管理工作落实到相关操作人员身上,使得具体的生产活动环节处于科学的管控之下,才能够使得机械加工工艺水平得到最大程度的提升。
4.2 完善制度性措施,处理好突发事件
机械加工工艺与工艺装备设计的实际工作过程当中,可能会面临着很多安全性问题、质量水平问题以及设计方案的落实问题,而涉及到这些方面的归责,则又会牵扯到一些具体的个人利益纠纷,从而引发许多干扰工程进度的因素与事件。这就需要完善制度性措施,提高制度的合法性、指导性、权威性,从而为实际突发事件出现时提供必要的、具备法律效力的指导,提高问题处理的效率。
4.3 前期准备工作,结合施工实际
设计工作想要得到完善、设计方案想要提高科学性和有效性,就离不开完善的前期准备工作,包括数据调研、政策研读、机械加工工艺预期水平确定等等,从而综合各种主客观因素来制定最佳的设计方案,才能够让机械加工工艺装备的设计工作呈现出应有的指导作用和效果。
4.4 加大资金及辅助技术的支持,提供后备支撑
机械加工工艺与工艺装备设计涉及到技术和设计两个生产要素,而这两个生产要素恰巧是与自主创新能力和综合技术水平密切相关的,也是当今时代组成企业核心竞争力的重要部分,因此相关高层管理人员必须加大资金及辅助技术的支持,不吝啬投入,为这项工作的推荐提供充足的后备支撑,只有这样才能够为相关设计人员和工作人员创造更大的价值发挥空间,也能够让工艺装备与机械加工的实际生产活动实现更加深度的融合发展。
4.5 学习先进工作经验,形成理论化发展模式
当前,我国经济高质量发展阶段的到来在机械产业当中的其中一个表现就体现为理论化水平的上升,也就是具有普遍指导意义的、成熟的发展模式和理论体系的形成。对于机械加工工艺与工艺装备设计工作来说,也要注意自我工作经验和生产经验的积累与沉淀,同时积极学习先进的管理经验,取长补短,加快行业的成熟。
5 结束语
关于机械加工工艺与工艺装备设计的相关探究,是经济高质量发展的要求落实到机械加工产业的具体表现,也体现了机械加工行业在新时代背景之下,谋求自身升级与突破的主动性。这对于机械加工工艺提升综合技术水平,加快我国经济社会整体转型升级具有重要作用。因此需要相关从业人员把握人才、制度、准备工作、资金、技术、经验等生产要素,从而形成机械加工工艺与工业装备设计优化与发展的合力,使其更好地推动机械行业的发展,更加深度地服务于经济社会的进步。
参考文献:
[1] 刘家伦. 数控机械加工中工艺及夹具设计主要问题研究[J]. 黑龙江科技信息, 2020, 000(018):36-37.
[2] 李晓. 探索机械制造加工工艺合理化的机械设计制造[J]. 装备维修技术, 2021(14):1.
[3] 吴权华. 机械制造工艺与机械设备加工工艺研究[J]. 造纸装备及材料, 2021(3):88-90.
[4] 张晶. 机械制造工艺与机械设备加工工艺要点研究[J]. 时代农机, 2020, 47(3):2.
[5] 李凯玲. 机械制造工艺学[J]. 清华大学出版社,2014,04()
[6]陈宏钧. 实用机械加工工艺手册[J]. 机械工业出版社,2009,
余国柱,1985年6月27日,陕西省汉中市,315131,宁波裕隆汽车制造有限公司,助理工程师,机加工工艺及工艺装备方向

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



