中国航发哈尔滨东安发动机有限公司,黑龙江省哈尔滨市, 150000
摘要 : 调度绞车的偏心套,按传统的加工工艺存在着劳动强度大,效率低,而且无法满足批量生产的需要。为此,论文介绍了一种用于加工偏心套的工艺及工装夹具,较好满足了产品的生产需要,且提高了生产效率。同时还从该工装夹具的工作原理,工装夹具的结构及工作过程,夹具的定位装置、夹紧装置、与机床主轴的连接方式及定位误差等方面来阐述该工装夹具的设计要点。
关键词:偏心套; 工装夹具; 工艺路线; 定位装置; 夹紧装置
1 偏心套加工方法分析
在JD11. 4调度绞车中,其中小内齿轮偏心套是一种用来支撑小内齿轮的零件,简称为偏心套,其结构简图如图1所示。
因为齿轮要求啮合准确,保证在啮合过程中磨损小,所以保证偏心套的偏心距及内外圆直径是保证正确啮合的关键。按照传统的加工工艺是:先车削左右两端面,保证长度120mm,接着用四爪卡盘夹持偏心内孔,粗、精车外圆( <300mm)至尺寸,然后划线(内孔<180) ,最后用四爪卡盘夹持外圆,粗车、精车内孔。这种加工方法存在的缺点是: ①由于用四爪卡盘夹持外圆,壁厚e尺寸( 5mm) ,加工完成后容易产生变形;②划线的精确度很难保证偏心距55mm,虽然在加工过程中可以通过边加工边测量来及时修正,但存在着劳动强度大,效率低,特别是偏心距55mm不易保证,无法满足批量生产的需要。为此,笔者设计了一套用于加工偏心套的夹具,较好满足了产品的生产需要,且提高了生产效率。具体方法介绍如下。
2 小内齿轮偏心套夹具的设计
2.1 零件图分析和工艺路线的制订
从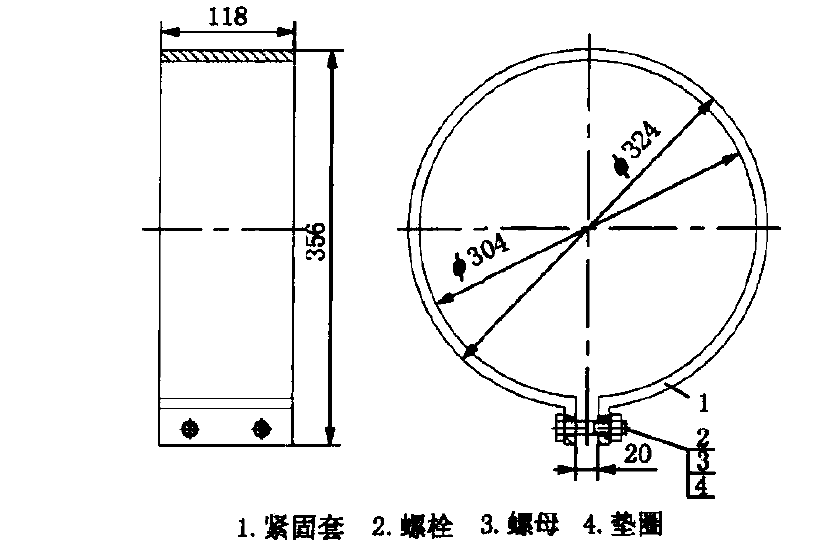 零件图中得出,加工偏心套的关键是:在保证内孔及外圆尺寸达到尺寸公差要求的同时,还要求偏心距( 55mm)要准确,并能满足零件图中的形位公差要求,为此,制订出如下的工艺路线:
零件图中得出,加工偏心套的关键是:在保证内孔及外圆尺寸达到尺寸公差要求的同时,还要求偏心距( 55mm)要准确,并能满足零件图中的形位公差要求,为此,制订出如下的工艺路线:
(1)用三爪卡盘夹持外圆,车右端面;
(2)调头,用四爪卡盘夹持内孔,车端面A (基准平面) ,并做好标记,粗车外圆<300mm至<303mm;
(3)用工装1 (如图2)箍紧外圆,用四
爪卡盘夹持工装1,校正端面A ,粗、精车内孔至尺寸要求; 图2 夹具1结构简图
(4)将工装2 (如图3)安装到车床主轴上,再将工件内孔装进工装2,以基准面A定位,一边校正外圆,保证外圆的圆跳动不超过0. 10mm,将工件固定,精车外
圆至尺寸要求。
2.2 夹具的原理
粗车外圆后,由于偏心孔产生了壁厚e值过小,直接夹持工件外圆车削内孔后,在薄壁处容易产生变形,如果用工装1箍紧外圆,再用四爪卡盘夹持工装1,这样工装1就起到一个保护外圆、使工件不致变形的作用;工装2用莫氏锥度与主轴内孔直接配合定位,并固定在过渡盘上,每装上一个工件后,只要校正工件的外圆,再用螺杆螺母将工件固定,由工装2上的偏心距来保证工件的精度,这样就能方便地进行加工。
2.3 夹具的结构及工作过程
夹具1结构如图2所示,该结构较为简单,主要由夹紧套、螺栓、螺母等组成。夹紧套上开有一个20mm宽的槽,用于套上工件后可以用螺栓、螺母将工件夹紧,用来车削内孔。图2夹具1结构简图夹具2结构如图3所示,主要由夹具体、压板、螺柱等组成。夹具体上有六个螺纹孔,用于将偏心夹具固定在车床的过渡盘上,每装上一个工件,只要校正工件外圆,再用螺柱螺母将工件固定,就可以加工。
3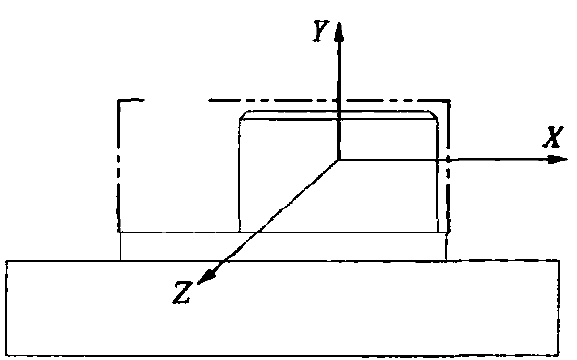 夹具2设计要点
夹具2设计要点
3.1 定位装置
采用心轴和端面定位。如图4 所示装夹,工件在心轴上定位,限制了X、Y四个自由度,同时又以支承板定位,限制了X、Y、Z 三个自由度, 其中X、Y 被重复限制,是过定位,在实际中,孔和端面的垂直度误差很小,产生的垂直误差可以利用芯轴与孔之间的配合间隙来补偿,故允许。
3.2 夹紧装置
由于工件和夹具一起随主轴旋转,工件除受切削力作用外,还受到离心力作用,故要求夹紧装置产生的夹紧力足够且自锁性能可靠,同时要注意夹紧力不使工件或夹具产生变形。由于该零件不大,产量也不大, 宜用手动夹紧装置。如图3 所示采用压板螺旋机构,装卸工件方便、迅速。
3.3 与机床主轴的连接方式
夹具与机床的连接方式有: ①夹具以锥柄与机床主轴锥孔连接,通过尾部的螺孔,用拉杆拉紧; ②夹具通过过渡盘与主轴连接,专用夹具用定位止口装置在过渡盘的凸缘上,用螺钉紧固。方式①虽然定心好,但只适于径向尺寸D < 140或D ≤ (2 ~ 3) d的小型夹具。结合现有的车床主轴结构,故此,该夹具采用方式②,并以主轴前端短锥面与过渡盘连接的方式。过渡盘推入主轴后,其端面与主轴端面只允许有0. 05~0. 1mm的间隙,用螺钉均匀拧紧后,即可保证端面与锥面全部接触,以使定心准确、刚度好。夹具体止口按H7 / js6与过渡盘的凸缘配合,再用螺钉紧固。
3.4 夹具的平衡
该夹具的重心不在主轴旋转轴线上,工件的一侧左右两端各有一个月牙槽,所以,加工时夹具连同工件随主轴回转会产生离心力,对工件的加工质量、刀具寿命、机床精度和操作者的安全都有影响。因此,必须在夹具体的相应位置上设置平衡块使之平衡。本夹具采用加配重的方法使之达到平衡。为了方便计算,在工件两侧月牙槽里,加上两块与月牙槽结构相接近的配重块,这样,整个转子旋转时基本保证平衡。
3.5 夹具2公差值的确定
为满足加工精度的要求,夹具本身应有较高的精度。基本确定原则是:在保证工件加工要求的前提下,尽量降低夹具的制造精度。根据夹具公差的实验计算公式,取δJ= (1 /2 ~ 1 /5)δK (1)式中 δJ ———夹具总图上的尺寸公差或位置公差;δK ———与δJ 相应的工件尺寸公差或位置公差。当工件产量大, 加工精度不高时,δJ 取小值, 以延长夹具使用寿命;反之取大值。尺寸公差均以工件相应公差的1 /3 左右。所以, 确定心轴尺寸为<180 ,确定偏心距尺寸为55 。
4 结束语
在生产实践中证明,使用本套夹具加工小内齿轮偏心套工件,操作简便,工件加工精度高,大大地降低劳动强度,提高了生产效率。据抽样检查,产品合格率可达到99% ,为企业创造了较大的经济效益。
参考文献
[ 1 ] 王季琨,沈中伟,刘锡珍. 机械制造工艺学[M ]. 天津:天津大学出版社.
[ 2 ] 薛源顺. 机床夹具设计[M ]1北京:机械工业出版社, 20011
[ 3 ] 张志明,邢春和,徐大方. 成组夹具设计与应用[M ]1北京:国防工业出版社, 20011
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



