云南滇能 电力工程有限公司 云南 昆明 650000
摘要: 本文通过在铅厂水电站1号机组A级检修实践,简要介绍水导筒式瓦研磨方法及机组盘车合格、定好中心,对新更换的水导筒式瓦回装定位及上、下导轴瓦间隙调整进行了分析。
关键词:铅厂水电站检修;水导筒式瓦研磨;上、下、水导轴瓦间隙计算调整
引言
铅厂电厂位于云南省昆明市禄劝县境内,属金沙江支流流域的普渡河干流河段,电站距禄劝县城100km。电站装机容量2*57MW,机组最大引用流量121.56m/s。保证出力17.9MW,多年平均发电量4.966亿kw.h,装机年利用小时数为4356h。
在铅厂电站1号机组A级检修前收集的数据中,水导瓦温偏低,下导瓦温普遍偏高,机组整体运行时振摆超出标准值,在机组满负荷时其水导X向352um,水导Y向349um;拆机后检查水导轴瓦巴氏合金面磨损较大造成间隙超过设计值,是导致水导瓦受力偏小,温度低,下导轴瓦受力过大、振摆超标等影响机组正常运行的问题。
一、机组设备相关参数
1、水轮机技术参数
型 号 | HLA855a-LJ-285 | ||
额定出力 | 58.462 MW | 额定转速 | 272.7 r/min |
最大水头 | 138.5 m | 额定水头 | 108 m |
最小水头 | 100.7 m | 额定流量 | 57.91m3/s |
吸出高度 | –1.8m | 最大轴向水推力 | 2296kN |
飞逸转速 | 520r/min | 额定效率 | 94.82% |
制造厂 | 哈尔滨电机厂(昆明)有限公司 | ||
2、轴瓦结构与参数
上导瓦:透平油润滑分块瓦结构,12块均匀分布;设计单边瓦间隙:0.16-0.17mm。
下导瓦:透平油润滑分块瓦结构,8块均匀分布;设计单边瓦间隙:0.16-0.2mm。
水导瓦:钢背、筒型巴氏合金瓦;设计单边瓦隙:0.15mm-0.2mm。
二、水导筒式瓦研磨修刮
方法一:使用假轴研磨修刮筒式瓦
研磨方法:假轴平放,轴领清洗干净,将水导轴瓦做好记号后分半,分半轴瓦放在轴领上端位置研磨刮削及挑花;水导瓦研磨过程中,因轴瓦尺寸大于假轴尺寸,整个瓦面不从假轴顶端经过的话研磨出来的间隙不均匀。所以整个瓦面必须均匀与假轴贴合,整个瓦面从平放的假轴顶端经过。研磨3次左右应组装一次,测量新水导瓦实际瓦隙,防止瓦间隙超出设计值;假轴是精加工部件,轴瓦间隙测量可直接在假轴上测量,将轴瓦组装后+Y方向朝正上方,测量-Y方向间隙即为Y方向总间隙;同样+X方向朝正上方,测量-X方向间隙即为X方向总间隙。重复以上两个步骤,直至水导瓦瓦面与轴颈接触面达瓦面的85%,瓦面每平方厘米内不少于1个接触点;该方法研磨的轴瓦面比较均匀;
方法二:将新瓦安装至水导轴承处研磨磨修刮(使用方法)
研磨方法:水导旋转油盆及瓦座不回装,用2T葫芦把组装后的新水导瓦吊装至水导轴颈处正常工作位置(图一),用框式水平仪测量调整轴瓦水平,在+Y、-Y、+X、-X位置根据旋转方向分别来回转动摩擦,每次左右移动距离控制在100-200mm,防止出现轴瓦上串现象;通过该方法研磨轴瓦,水导瓦研磨刮削过程中,研磨3次左右应测量水导瓦实际瓦隙,防止瓦间隙超出设计值;重复以上步骤,直至水导瓦间隙合格,瓦面与轴颈接触面达瓦面的85%,瓦面每平方厘米内不少于1个接触点。水导轴瓦研磨合格后,Y方向总间隙为:0.34mm,X方向总间隙为0.32;
三、导轴瓦间隙计算、测量调整
1、测量和调整准备工作
1.1、发电机推中心
机组整体盘车、推力瓦受力调整合格后,通过90°盘车找出迷宫环间隙最小值,借以调整机组中心为导轴承的装复做准备,在上导-X、+X、-Y、+Y 方向抱四块导轴瓦,间隙为0.02-0.03mm;在水导轴承 -X、+X、-Y、+Y 四个方向使用撬棍或千斤顶撬或者顶轴,在百分表上读取迷宫环间隙值,每盘动一个90°读取百分表读数,通过调整上导四块轴瓦推动发电机整体移动。通过上述方法将机组调至中心位置。
1.2、机组定中心
在上、下、水导+Y、+X方向各架设一块百分表,上导、下导 -X、+X、-Y、+Y 四个方向各抱紧一块导轴瓦,抱紧-X方向轴瓦时观察对侧百分表读数,大针动0.01mm后去抱紧+X方向轴瓦,观察百分表大针回零,轴瓦为抱紧,以此方法抱紧其它轴瓦。转轮处使用塞尺或者楔铁在转轮下冠与底环间塞紧固定,通过观察水导百分表来检测水轮机轴是否位移。
2、轴瓦间隙计算(根据最终盘车数据计算)
2.1、上导瓦隙计算
上导轴承设计间隙为0.16~0.22mm,间隙按0.16mm均调;
2.2、下导瓦隙计算
下导轴瓦应调间隙=下导轴瓦单侧设计间隙-下导处净摆渡÷2
下导对应侧轴瓦间隙=2×下导轴瓦单侧设计间隙-下导轴瓦应调间隙
2.3、水导瓦隙计算
水导轴瓦应调间隙=水导轴瓦单侧间隙-水导处净摆渡÷2
水导对应侧轴瓦间隙=2×水导轴瓦单侧设计间隙-水导轴瓦应调间隙
新换水导轴瓦Y方向总间隙为:0.34mm,水导X方向总间隙为0.32。
3、轴瓦间隙测量及调整
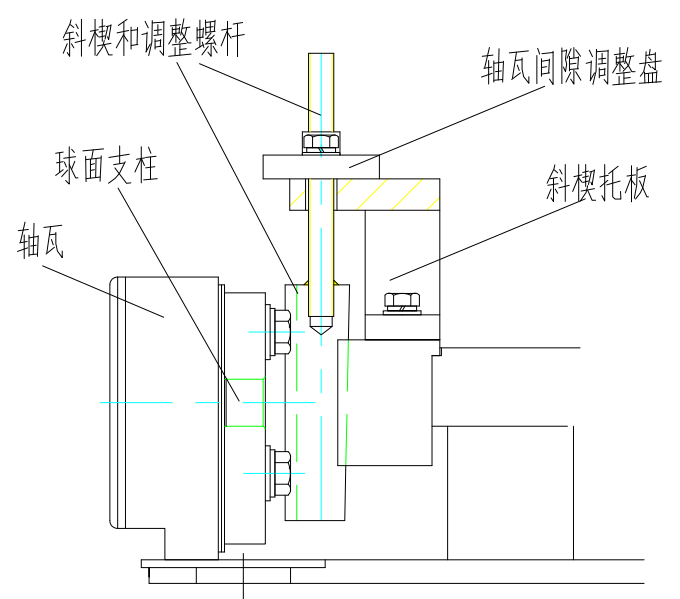
导轴瓦装配图
3.1、楔子板比值测量计算
(楔子板大头—楔子板小头)/楔子长度=楔子板比值),实测楔子板比值为1:50
3.2、轴瓦应调间隙测量计算及调整
3.2.1上、下导轴瓦间隙调整
方法一:深度尺测量(存在一定的误差)
1)使用深度尺测量轴瓦抱紧后楔子板上端至瓦托板距离a
2)计算调瓦时楔子板提升高度b=应调轴瓦间隙值/楔子板比值(0.02)
3)导轴瓦楔子板的调整值=楔子板上端至瓦托板距离a+调瓦时楔子板提升高度b将楔子板按照计算值提起,用锁紧螺母锁紧楔子板就完成上、下导轴瓦间隙调整。
方法二:百分表测量调整(调整更精准)
在瓦座上架设一块百分表,表针搭在楔子板上端,小针调到5,大针调到零,楔子板调整高度可通过百分表直观反映;该方法时误差最小的调整方法。
3.2.2水导轴瓦间隙测量及调整
(1)把研磨挑花完成的新水导瓦吊装至工作位置,把水导瓦调整至与轴颈同心位置,及+Y、-Y、+X、-X对称方向瓦间隙调整一致。
(2)根据折算出的瓦间隙,在水导瓦上1点、5点、3点、7点方向架设两块百分表,要求表针与轴颈盘车点上1点、5点、3点、7点垂直,小针指5,大针指0。
(3)1点、5点瓦间隙调整
a 监视百分把轴瓦1点推至贴紧大轴,检查确认7点百分表无变化。
b 1点及5点总间隙为0.34mm,把1点百分表对零,根据折算出的1点水导瓦隙0.17mm,监视百分表把轴瓦5点往1点推动0.17mm,检查3、7点百分表应无变化。即1点瓦间隙为0.17mm,5点瓦间隙为0.17mm。
(4)3点、7点瓦间隙调整
a 把1点、5点百分表对零,监视百分表把轴瓦3点推至贴紧大轴,检查确认1点百分表无变化。
b 3点及7点总间隙为0.32mm,把3点百分表对零,根据折算出的3点水导瓦隙0.255mm,监视百分表把轴瓦7点往3点推动0.255mm,检查1点百分表应无变化。及3点瓦间隙为0.255mm,7点瓦间隙为0.065mm。
(5)水导瓦隙调整完毕后,用500mm塞尺检查调整后的水导瓦间隙,确认塞尺塞出的水导瓦间隙与折算调整后的水导瓦间隙一致。如二者间隙不一致,则应查明原因,从新调整水导瓦间隙
3.2.2.2铰钻新水导瓦销钉孔
(1)水导瓦间隙调整完毕后,把1点7点百分表对零。回装水导瓦固定螺栓,并对称拧紧。螺栓拧紧后检查百分表应无变化。
(2)根据图纸要求铰钻M12,比列1:50的销钉孔,销钉孔铰钻完毕后打紧定位销钉,检查销钉应定位可靠,无松动或未与瓦座可靠定位等情况。
(3)打紧定位销钉后用500mm塞尺检查调整后的水导瓦间隙,确认塞尺塞出的水导瓦间隙与折算调整后的水导瓦间隙一致。如二者间隙不一致,则应查明原因,从新调整水导瓦间隙
四、结束语:
铅厂水电站1号机组A级检修,把握了这些关键技术点,瓦隙调整后机组摆度、瓦温均正常,较修前有明显优化,运行至今,未出现不良情况。此方法简便、快捷、直观、准确性高,巧妙规避了繁琐易错的计算,并且缩短了工期,提高了检修效率;对于筒式瓦研磨,间隙调整做了总结,给于其它类似机组检修提供参考。
参考文献
[1]GB/T15468《水轮机基本技术条件》
[2]GB/T8564《水轮发电机组安装技术规范》
[3]哈尔滨电机厂(昆明)有限公司 铅厂水电站水轮发电机组安装说明书

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



