关键词:钢轨打磨;列车打磨;质量控制
一、打磨原理
钢轨打磨列车会安装一定数量的打磨砂轮,进而组成工作车组。对于打磨砂轮的排列,可以根据轨道断面形状来判断,做到连续打磨钢轨。随着我国铁路既有线路的不断改造,轨道在轨向、平顺性上均有了新的要求,轮轨关系需要得到充分改善,以此保证列车运行的安全性和舒适性。另外,从打磨小车角度来看,除了装有打磨砂轮,还会引入液压控制系统和打磨电机,其中,打磨电机的作用更加明显,其不仅能够驱动打磨砂轮,还能通过系统来控制打磨砂轮的具体打磨角度,根据实际情况选择对钢轨的压力。在实际作业过程中,各个打磨砂轮偏转角度会提前规定好,在多遍打磨操作后,缺陷会被消除,还能让钢轨断面迅速成型。但从打磨砂轮分布角度来看,它们之间存在一些差异性,工作人员可以通过合理选择打磨功率,建立固定的组合形式,该形式就是打磨模式。
二、钢轨打磨质量影响因素
1.对现场钢轨情况的掌握情况
相比之下,提速和重载线路上的钢轨磨损较大,而且在钢轨表面平顺性要求上与正常线路同样存在区别,工作人员需要充分把握现场钢轨损耗情况,这样才能制订出有效的打磨方案。一般来说,排除新轨打磨情况,工作人员均需要深入现场进行调查。对于重载铁路钢轨,飞边和轨距角斜裂纹问题出现的概率更大。因此,在重载线路维护上,应该以消除上述问题为主。从客运专线研究中能够看出,轨顶波磨问题的出现概率较大,加上平时车速快,轮轨需要与轨顶频繁接触,在车轮碾压后,应保证光带处于20~30mm。例如,在胶济客运专线设计上,运营中并没有出现明显损伤,但光带宽度明显不均匀,容易导致列车出现振动问题。对于高速线路的修复,需要保证轮轨的最佳接触,只有这样钢轨上才能出现均匀光带。
2.工作人员的个人能力和责任心
实际打磨列车操作过程中,工作人员需要根据具体工作经验和现场实际情况,对打磨参数进行有效设计,这对于现场操作人员提出了很高的要求。一般来说,打磨作业过程灵活性特点十分明显,操作人员应具备很强的责任心,倘若在参数设计中出现问题,很难保证最终的打磨质量。
3.打磨列车检修保养水准
打磨列车工作时,会引入一些新形式的现场总线技术,将机械、电气、计算机等先进技术结合在一起,涉及的技术含量较高,工作人员应做到精细化检修。如果受某些故障因素影响,导致砂轮不工作,或者是角度出现偏差等,均会造成打磨质量和效率大幅度下滑。
4.配合单位的重视程度
很多单位对打磨作用认识不足,甚至认为打磨操作没有作用,只是单纯除锈,还有可能降低钢轨使用寿命,只是关注接头和飞边,无法保证长期效益和短期效益之间的关系。个别单位对打磨施工重视程度不足,不会对接头和不均匀飞边进行全面处理,导致鼓包夹板和红外探头等也不能及时被拆除,最终对打磨质量产生影响。
三、钢轨打磨列车打磨质量控制措施
1.合理制订打磨计划和周期
首先,工作人员需要掌握钢轨情况。在施工前一周时间内,相关设备管理部门需要明确具体的钢轨上线时间以及钢轨型号和损伤分布情况等。开展打磨作业2~3d前,执行有效的现场调查工作,从而将钢轨磨损情况体现出来。对于打磨列车的运行,可以集中在封锁时间之外,打磨时还可以将机关测量系统引入其中,执行测量任务。如果现场情况比较复杂,管理者还要派遣专门工作人员到现场进行查验。开展作业前还要对比作业段,随时了解具体的打磨效果,并做好打磨参数调整工作。其次,在打磨周期设计上,工作人员应做到对预防性打磨和修理行打磨的相互结合。倘若铁轨上出现明显的病害现象,如飞边或者是波磨问题,此时才进行打磨操作,则会导致行车安全无法控制,并且需要增加打磨次数。如果飞边问题超过3mm,很难一次切除干净。如果是重载线路,当飞边达到2mm左右时,工作人员应立即执行打磨操作。除此之外,当提速线路轨面光带变宽之后,同样需要立刻打磨,否则将会引发更多新的风险问题。
2.选择最佳的打磨模式
在某K358+800~K361+332打磨过程中,工作人员应做到优先打磨2遍。前车与后车不同打磨模式下左右股的角度分布如表1所示。
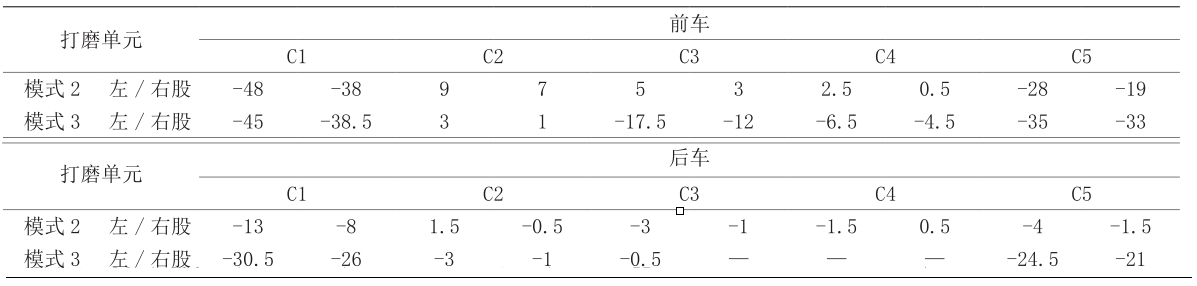
表1 前车与后车不同打磨模式下左右股的角度分布
先用3号模式打磨第一遍,再用2号模式打磨第二遍。与此同时,打磨车还能实现对电流强度的实时反馈,避免出现更多问题,其中前车模式3下C3、C4左右股的电流强度为27A,前车模式2下C1、C2左右股的电流强度为26A,标“—”的电流强度为0A,其他电流强度为28A,打磨速度均为12km/h。如果是曲线地段,工作人员应执行不对称打磨操作,该操作方式主要是对曲线上下进行不同形式的打磨。在重载铁路,线路不对称打磨主要集中在曲线上股严重侧磨地段。例如,当曲线上股侧磨超过2mm,曲线下股压宽厚,工作人员需要对曲线上股内侧进行轻磨操作,最终实现裂纹的全面清除,再对曲线下股压宽加强打磨处理,这里还需要考虑作业小车左右压力均衡以及电流强度,避免影响打磨质量。
3.加强检修保养
首先,在日常保养过程中,整体保养时间不能低于2h,对于作业系统的维护,应及时更换超限砂轮,并在轴承中添加适量润滑油。其次,进行定期保养,根据具体规范开展保养工作,按照实际情况调整作业系统参数,如打磨角度、主发电机电压等。最后,当系统中的某些功能出现异常情况后,应具有针对性地进行检修保养操作,及时解决故障。需要注意的是,在故障排除过程中,并不是以简单排除故障为目标,需要确定故障出现的具体原因,让工作人员更加了解车辆检修情况。
4.改进打磨手段
首先,工作人员需要对控制系统进行合理化改进,适当增加低接头处的压力,让接头得到良好打磨。例如,在某线打磨过程中,某处钢轨低头1mm,此时,工作人员如果按照1mm执行钢轨切削操作,不仅会导致钢轨使用寿命降低,还会增加打磨操作成本。这种情况无法通过人工进行加强接头部分打磨操作,如果工作人员可以将波磨传感器应用其中,采集加速度信号,之后将信号传递到计算机控制系统,由软件控制接头,适当增加打磨压力,此时,低接头问题就能得到合理解决。其次,将廓形检测和波磨测量系统进行改进,建立闭环反馈条件。工作人员可以以上述建议为基础,倘若能够将廓形检测以及波磨测量结构上传到控制系统,借助于计算机自动运算,便能提升系统的智能性,降低对人员操作的依赖程度。
5.确定最佳的打磨遍数
打磨遍数的确定主要是根据钢轨的具体缺陷情况,确定需要打磨的次数,该情况也与打磨模式的选择存在直接关系。一般来说,打磨遍数和被打磨区段钢轨材质以及轨面磨耗情况等因素有关,打磨功率同样也会对其产生影响,很难做到精确计算。因此,工作人员应做好打磨区段钢轨病害的调查操作,计算出打磨量。例如,当打磨列车每遍打磨量为0.2mm时,工作人员可以在确定预防性打磨方式时,将打磨量最佳值定在0.3mm,最多打磨遍数为2遍。如果应用修理性打磨方式,整个钢轨打磨量最佳值变成1.5mm,经过计算,需要打磨的遍数为8遍。想要正确确定打磨遍数,除了编制有效的打磨工艺,还要制订合理的打磨计划,执行有效的打磨工作经济性评价工作。
结束语
综上所述,钢轨打磨列车打磨质量影响因素很多,如打磨速度、打磨功率等,相关工作人员在执行打磨任务时,应严格按照规定要求进行,采取有效的打磨方式,只有这样才能保证钢轨断面廓形。另外,对于那些小平面的不规则现象,同样需要制定合理的打磨标准,保证轨道内侧不会出现飞边等问题。
参考文献:
[1]陈湘令,李华柏,黄细友.钢轨打磨列车隔离变压器高压绕组的αl值分析计算[J].变压器,2019,56(11):15-18.
[2]谢金玲,周建斌,侯通,等.GMC16A型钢轨打磨列车转向架的研制[J].机车车辆工艺,2019(4):4-5+8.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



