中国轻工业长沙工程有限公司 410114
1.引言
在上个世纪的八十年代末期和九十年代初期,开发出了叫做APMP的CMP新技术。该技术利用碱性预处理,同时加入过氧化氢进行漂白。这样对于某些浆种就不需要后续的漂白,从而简化了整个过程和系统。虽然早期的APMP型式在全世界造纸行业上迅速被接受,但它有局限性,如白度上限、化学品分布和化学品的利用率等问题。
为了克服APMP生产的局限性,从九十年代末期开始出现了一种更为有效的工艺概念,即盘磨化学预处理碱性过氧化氢机械浆(P-RC APMP),它是一种生产高品质化学机械浆的先进工艺技术,在保持传统的APMP优点的基础上,利用磨浆机作为混合器以改善化学品的分布和利用率,同时还增加了纸浆的白度上限。
2.P-RC APMP生产工艺
本文以杨木为原料,结合ANDRITZ公司设备,对 P-RC APMP工艺进行介绍,以下是主要的生产过程:
备料→木片洗涤→预浸渍→一段磨浆→漂白→二段磨浆→筛选→洗涤
P-RC APMP工艺流程主要包括木片备料、洗涤、预浸、漂白、磨浆和洗浆。其中最重要的是漂白段,在此阶段木片首先用碱性过氧化氢进行预处理,然后利用磨浆机完成大部分的化学处理,同时起到磨浆和化学药品混合的作用。虽然磨浆机是非常好的混合器,但是木片在磨浆机里的停留时间非常短而不足以完成所有必需的反应,鉴于此,在全部化学品加入之后需要一台高浓反应塔进行彻底的漂白反应。
2.1备料
P-RC APMP的原木备料流程与CTMP完全相同,在此不作详细讨论。但是目前国内原木的主要来源是人工速生林,数量很有限,所以在实际生产中需要大量使用商品木片,以下简述商品木片的备料工艺:
图1为典型的商品木片备料工艺流程图。商品木片由装载车送上三螺旋输送机,再由皮带输送机送到盘式木片筛。在皮带输送机上进行金属探测并及时进行人工排除。盘式木片筛把木片中的砂石分离出来后,木片由皮带输送机送到木片筛。木片筛筛出的合格木片经皮带输送机送进木片料仓,过大木片经木片再碎机、旋风分离器后再回到木片筛,此过程可以保证木片的尺寸合格。料仓内的木片最后经出料螺旋、皮带输送机、远距离皮带输送机栈桥等送至杨木化机浆车间的木片仓进行后续处理。
图1 商品木片备料工艺流程
2.2木片洗涤
2.2.1 木片仓
从备料车间来的合格木片进入化机浆车间时,首先用木片仓暂存起来。以往的APMP流程在洗涤后专门设置一个预汽蒸仓,但在最近的P-RC APMP流程中,取消了预汽蒸仓,直接在木片仓内进行预汽蒸(加入系统后段来的二次蒸汽),将木片在常压下预汽蒸15~20分钟,升温至70~85℃。此过程的目的:驱逐木片中的空气,使化学药品在预浸渍时更均匀的渗透进木片中,另外在北方的冬季,预汽蒸还可去除随木片进入系统的冰块和雪。
木片仓底部结构如图2所示。蒸汽由木片仓底部经蒸汽分配管均匀地送入木片仓,自上而下的木片经汽蒸后从底部排出。为了防止木片搭桥,并保证排料均匀,底部带有振动卸料器。木片卸料至计量螺旋,连续地输送至木片洗涤机。

图2 木片仓底部结构示意图
2.2.2 洗涤机
木片洗涤的目的是去除木片中带来的树皮、泥沙、石块、金属等杂质。若木片洗涤不洁净,不仅影响纸浆质量,增加药品消耗,还损坏盘磨机等设备,降低设备使用寿命,另外木片洗涤还有稳定水分的作用。
P-RC APMP生产中常用的木片洗涤机如图3所示。洗涤机上部进料口与木片仓卸料螺旋通过溜槽连接。带有叶片的转鼓将木片没入水中,并以约25rpm的转速对木片强烈搅拌。木片挟带的沙子、石头等杂质,因密度较大而沉到底部排放口。排放管道上有两个阀门,带时间程序控制的冲洗水定时把渣排放到渣水分离设备如旋转细格栅,渣装入小车运走。木片洗涤用水采用生产过程中回收来的80~85℃的热水,以节约用水,提高洗涤效果和预热木片。
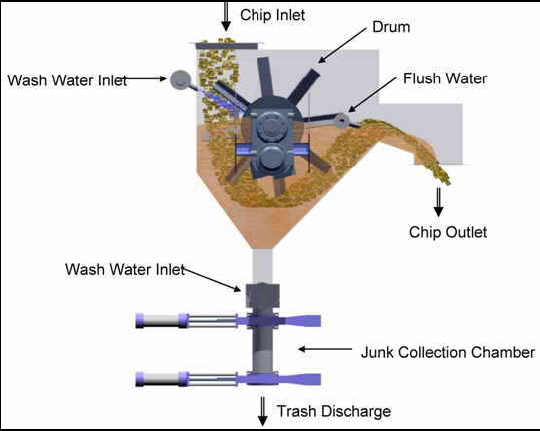
图3 木片洗涤机结构示意图
2.2.3脱水斜螺旋
洗涤后的木片在木片槽中收集,再通过木片泵送到脱水斜螺旋。木片泵叶轮一般为凹形或为涡轮泵,减少叶轮与木片的接触,可以保护叶轮还能防止堵塞。
斜螺旋用来脱除木片中多余的水,把木片干度压榨到约35%。同时压榨出来的水通过斜筛去除杂质后,澄清水进入洗涤水槽,循环回用于木片洗涤系统。脱水斜螺旋结构如图4所示。
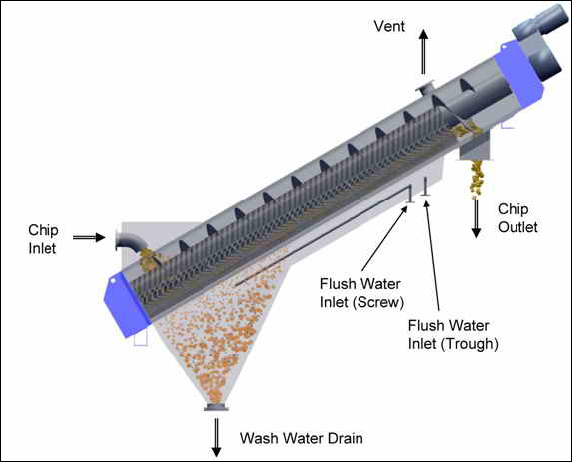
图4 脱水斜螺旋结构示意图
2.3 预浸渍
化学预浸的目的为以下几点:软化木片,提高浆料强度和白度,降低磨浆能耗。
预浸过程一般采用一级或两级。级数由原料和最终需要达到的白度来决定。一般来说在以白杨为原料且白度要求ISO在83%以下时只需要使用一级预浸。如果使用黑杨为原料,且白度要求较高(85% ISO),需要采用两级预浸,但在第一级预浸添加的化学药品很少。
2.3.1压榨撕裂机
压榨撕裂机是预浸渍过程中的一个重要装置。它是一种高压缩比的螺旋。当木片经过压榨撕裂机时受到轴向力和剪切力的作用而浸软。木素和纤维结构变软时,挤压动作使细胞壁分层和分离,但不改变纤维的长度。压榨撕裂机的浸软作用还可以调整木片大小,从而产生一个恒定的木片堆积密度。同时压榨撕裂机可以充分地挤走木片中残余的空气、水分及可溶性树脂,使木片中的水分降至20%左右而且形成一个特殊的缠绕状态,增强木片吸进药液能力。在压榨撕裂机的出口加入预浸渍化学药品,压力释放后,木片一遇药液就像海绵吸水一样吸进药液,水分由20%提升至60%。经过这样处理之后的木片会更容易磨浆,并产生稳定的磨浆能耗。
2.3.2预浸器
预浸器是一种压力容器,以前的APMP工艺一般采用斜管式,现在多采用垂直式。浸渍器内部保持着一定液位,木片在双螺旋输送器推动下,由下往上浮出液面,液面上部是脱水区,把木片中多余的药液排出。经过预浸渍脱水后木片的浓度一般为30%左右。
图5 压榨撕裂机及预浸渍器结构示意图
目前最常用的预浸化学药品有:NaOH、H2O2、Na2SiO3、DTPA等。NaOH的作用主要是软化木片,另外起到活化H2O2的作用,使其在碱性条件下发生漂白反应;Na2SiO3为缓冲剂,补充NaOH的消耗,稳定漂白时的PH值;DTPA作为螯合剂,在防止金属离子对H2O2的分解方面起重要作用。
在采用多级预浸的工艺中,一般第一级以软化木片为主,控制碱度较高,H2O2较低;第二级则以提高白度为主,加入较多的H2O2。
2.3.3反应仓
预浸后的木片进入反应仓,反应仓常用来控制木片与化学药品的反应时间和温度,以得到更好的预浸效果。反应仓一般像木片仓一样通入蒸汽对木片进行预汽蒸。但最近有研究表明,预汽蒸虽然对提高强度有利,但磨浆前的过高升温使成浆的光散射系数降低,白度提高也不明显。有分析认为这是由于预汽蒸使漂白过程在磨浆前就已经完成,进入磨浆机的木片含的H2O2很少。同时NaOH在高温和低H2O2含量时容易产生碱性发黑现象。所以在实际生产过程中有的生产厂家取消了预汽蒸,只是把反应仓作为缓冲停留的过渡设备。一般木片在反应仓的停留时间为40分钟,温度为60~75℃。,
图6 反应仓结构示意图
2.4磨浆
2.4.1料塞螺旋
反应仓中的木片通过计量螺旋送到磨浆机,磨浆机前通常设置有料塞螺旋喂料器,其内部的输送螺旋呈锥形,进料段向喂料段逐渐缩小,使输送的木片体积逐渐缩小,木片被压缩从而产生料塞或密封。料塞螺旋可以防止磨浆过程中产生的蒸汽通过木片向外渗透,使磨浆过程能够在压力状态下进行。
2.4.2磨浆机
通常采用单盘磨,盘磨内部有一根带式喂料管把木片均匀稳定地送到动盘和定盘之间。带式喂料管远离磨浆区的一端有蒸汽排放口,可以把蒸汽排放到回收设备。盘磨在开机时,需要把蒸汽送到带式喂料管来预热。动盘的位置可以沿轴向作水平调整,高精度的调整是依据纤维的特性所需要的磨浆负荷和能耗来进行的。
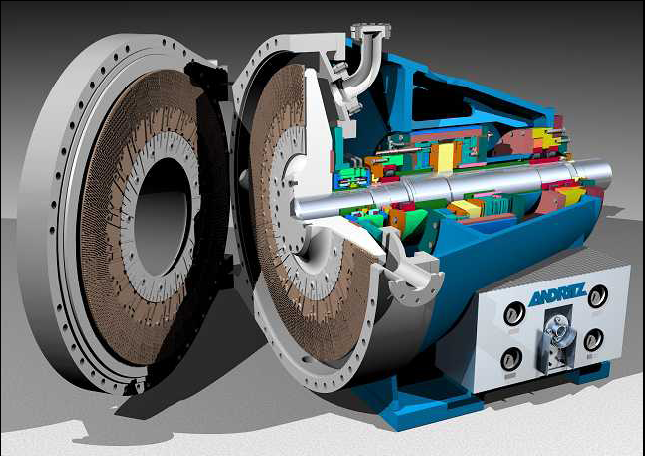
图7 磨浆机结构示意图
磨浆机有压力磨,也有常压磨。一般第一段为压力磨,第二段为常压磨或者是压力磨,这主要取决于原料性质和浆料质量。浓度是磨浆工艺的重要参数,尤其在第一段磨浆,浓度一般为25~35%。原因主要有两点:第一,此段磨浆的主要作用是完成纤维分离,但不能降低纤维的长度。若浓度低于18%,纤维与磨盘的接触多,切断纤维多,导致纸浆强度降低;反之浓度太高则磨浆过程产生的蒸汽体积增大,会从喂料口返喷,影响喂料。第二,在第一段磨的出浆中,必须要求纤维束、粗渣和小薄片等含量尽可能少,因为这类物质在第二阶段磨浆时难以去除。第二段磨浆的浓度一般为20~30%。因为第二段磨主要是细纤维化即精磨,将纤维束进一步分解成单根纤维,用于发展纤维的成浆强度
2.4.3压力分离器
磨浆过程中产生的蒸汽通过管道把磨后的浆料喷放到压力分离器中。最新的P-RC APMP工艺在喷放的过程中加入漂白化学品。压力分离器的作用是把浆料从蒸汽中分离出来。
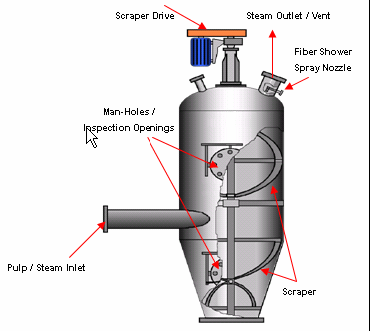
图8 压力分离器结构示意图
2.5漂白
2.5.1漂白塔
从卸料螺旋出来的浆料浓度大约在25%左右,由一个冷却输送螺旋送到漂白塔。漂白塔的容积一般考虑大约两个小时的浆料停留时间,塔底把浆料稀释到10%左右的浓度再送入中浓泵的立管中。
传统的APMP流程设计是在预浸和预汽蒸时完成预漂白过程。如果需要较高白度,则如同CTMP一样,在筛选和洗涤后进行漂白反应。而在P-RC APMP工艺中,不象传统的APMP那样进行磨浆后的稀释和洗涤,而是设置高浓漂白塔,使浆料有充分的时间进行漂白反应。一般把高浓漂白塔放在两段磨之间,化学药品加在磨浆后的喷放管道上。
图9 漂白塔底部结构示意图
2.5.2中浓泵
中浓泵一般用来输送8~16%的浆料。它由一个调节器、一台浆泵和一个辅助的真空泵组成。泵前的调节器是一个水力除气器,利用旋风分离原理分离并带走空气,同时不会把浆料带到真空泵中。在需要还原漂白时,中浓泵还是一种理想的混合器。
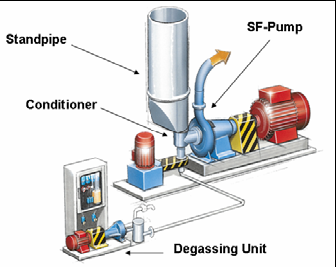
图10 中浓泵结构示意图
2.6筛选与洗涤
2.6.1筛选
筛选的目的是尽可能多的去除浆中纤维束。纤维束一般指长于3mm,宽于0.15mm的纤维组分。纤维束是引发纸机断头的主要因素。筛选的一般要求是:良浆中纤维束含量<0.1%。典型的压力筛筛缝尺寸为0.15~0.2mm。筛选浓度一般为1~1.5%。
2.6.2洗涤
在一段磨浆与漂白完成后设有洗涤,中浓泵把浆料送到螺旋压榨机中,进行第一段洗涤,把漂白过程中产生的可溶解的有机物提取出来。由于是在高游离度的状态下进行洗涤,因此洗涤效果相对于CTMP在磨浆完成后的低游离度要好。
图11 螺旋压榨机结构示意图
2.6.3多圆盘
多圆盘是一种常见的浓缩和洗涤设备。机械浆滤水性较差,若采用鼓式或圆网浓缩机,则需要很大的过滤面积。多盘由轴带动滤盘转动,当一个扇形板浸没到液面下时,通过扇形板的水流入水腿从而形成真空。槽体中的纤维吸附到滤网上,形成一个纤维垫层。在这一区域,一小部分纤维与滤液一起通过滤网,形成浊滤液。随着圆盘的转动,滤盘上的纤维垫层达到一定的厚度,并起到过滤介质的作用,穿过滤网的纤维大大降低,形成清滤液。圆盘继续转动到一定角度,真空作用逐渐消失,进入大气区剥浆。喷水管喷出的扇形水流把浆送到接料斗中。圆盘继续转动到洗浆区,摆动喷水管喷出的高压水冲洗使滤网重新获得过滤能力,进入下一个过滤周期。
3.小结:
本文讨论了杨木化机浆的生产工艺,发现了杨木化机浆具有以下优点:
1)使用较少的能量和总的化学品用量;
2)生产的浆具有较好的内在性能(在相同的抗张强度下具有较高的松厚度或在相同的松厚度下具有较高的抗张强度);
3)具有更高的水利用率和洗涤效率;
4)纸浆有较好的可漂性(达到较高的白度上限);
5)污水有较好的可处理性。
综上所述,杨木化机浆将是未来制浆生产的重要的方式,将会长足发展。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



