珠海格力精密模具有限公司 广东省珠海市 519000
摘要:音响设备是汽车结构中不可或缺的重要内容,与国民的出行质量有着极为密切的联系,而在针对音响面板开展注射成型加工的过程中,很容易就会出现翘曲变形的情况,从而导致整个音响设备的整体质量无法得到有效保障。为了避免这一情况的出现,相关人员在对汽车音响面板开展热流道注射成型工艺的过程中,应当结合实际情况进行时间层面的控制,并调整适当的温度环境,稳定保压压力数值,以此来确保整个设备的生产质量能够得到有效提升。正因如此,本文就汽车音响面板热流道注射成型工艺方面的内容进行优化。
关键词:注射成型;工艺优化;热流道;音响面板;翘曲变形
当前我国较为常用的一种注射方式便是热流道成型模式,与传统方式相比,这种新型的工艺手段不但能够极大程度上提高整个塑料的外观状态,并优化力学性能,同时还能够起到节约原料的目的,以此来满足当前社会针对这方面的发展需要。随着人们生活水平的不断提升,对于各种塑件的要求也在不断提高,无论是性能还是外观层面上都要得到有效保障,其中,塑件的翘曲变形程度关系到对其自身质量的最终评定,一旦发生翘曲变形情况,不但会导致整个塑件的装配能力受到不利影响,同时也能够实现提高性能质量的目的。
一、塑件工艺分析
在进行音响面板三维模型的设计与应用过程中,所能够使用的软件种类相对较多,以UG软件为例,通过该软件所生成的模型能够被社会广泛生产并应用。下图正是这种软件应用下所生成的音响面板,其本身符合矩形的设计需要,并且归属在薄壳类塑件的范畴[1]。为了确保整个塑件的外观状态能够满足用户需要,在开展加工与设计的过程中,则要确保整个音响面板的外观在光滑程度上能够得到有效保障,同时在零件调整方面也能够实现良好地配合工作。在对其进行塑件工艺应用的过程中,选用流道注射成型工艺,整个加工工艺的溶体温度需要控制在235摄氏度,而模具所要承担的环境温度不能够超过60摄氏度,通常情况下,在进行顶出温度的控制过程中,要将其调整为88摄氏度,这样在进行后续的剪切过程中,整个剪切工作的速率与应力都能够得到有效地提升。
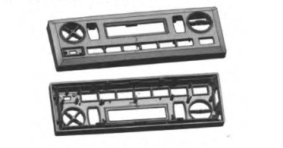
图1 音响面板三维模型
二、分析模型的构建
(一)网格划分与修复
通常情况下,在开展网络划分与修复的过程中,往往会涉及有关Mold flow的软件,这种软件无论是性能还是效果上都能够满足相应的工作需要。相关人员需要在一开始便对其进行模型的构建,通过CAD软件来完成初步的模型简化,之后再将修复好的三维模型应用到这些软件之中。当网格经过缺陷诊断后,自身所具备的纵横比数值出现问题,或者是在单元方面出现了不同程度的缺陷,则要对其开展修复工作,从而来确保双层网络模型在安全性与可靠性方面能够得到有效保障。下图是一个相对常见的双层面网络模型,其本身所具备的单元数值为24380个,且纵横比的数值处于1.14到7.4之间,并不存在重编的情况,且重叠单元的整体数值为0,因此该网络模型的匹配率极高这样不但能够有效避免出现翘楚变形的情况,同时还能够确保网格的整体质量能够得到有效保障[2]。
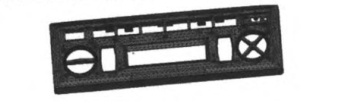
图2 网格模型
(二)浇口位置分析
对于汽车音响面板而言,浇口位置的选择有着极为重要的作用。想要使整个产品的质量能够得到保障,成型工作能够顺利开展,则要根据实际情况对浇口位置进行确定,在浇口数量方面也要达到相关标准,这样才能够确保后续工作都能够得到有效开展。在这一过程中,为了确保整个浇口位置的匹配工作能够得到有效应用,在进行数据分析的过程中要通过上述所提到的Mold flow软件来应用高级浇口位置计算。浇口匹配性图如下所示,当整个浇口位置的匹配性能够满足相关标准,则意味着整个结构的稳定性与成型安全也就越明显,进而来确保后续的工作质量能够得到有效保障。

图3 浇口匹配性图
三、成型工艺正交实验与分析
(一)实验目标的确定
在进行成型工艺正交试验的设计过程中,先要将实验对象选择为塑件翘曲变形量符合要求的塑件结构,在进行装配的过程中,塑件不能够出现较为明显的变形量,同时还要满足薄壳板塑件的各方面需要,整个目标指数越小越好,因其目标值与塑件质量成反比,数值小,质量高,反之亦然。
(二)实验因子与水平的确定
在进行实验因子选择的过程中,需要对整个塑件的注射成型阶段进行全周期性的模拟分析工作,从而将导致翘曲变形的主要因素进行提取,从而确定本次试验所要注意的实验因子,详细数据如下表所示。
表1正交实验的因素水平表
水平 | 因素 | ||||
充填时间 | 熔体温度 | 模具温度 | 保压压力 | 保压时间 | |
1 | 0.4 | 210 | 40 | 38 | 4 |
2 | 0.7 | 220 | 50 | 46 | 6 |
3 | 1.0 | 230 | 60 | 54 | 10 |
4 | 1.3 | 240 | 70 | 62 | 12 |
(三)实验结果与分析
通常情况下,在进行塑件翘曲变形处理的过程中,需要加强对软件的控制力度,并通过合理的手段开展相应的模拟分析。由于翘曲变形本身所具备的是望小特性,变形量越小,则代表塑件的质量越高,因而可以得出以下实验结果:
(1)在进行实验应用的过程中,能够发现,保压压力的存在对塑件的影响最大,在翘曲变形量的影响方面也更为明显,之后便是溶体温度,它的存在也会导致整个塑件的翘曲变形量发生一定程度的改变,相比之下,其他因素的存在所产生的影响力相对较小[3]。
(2)在开展塑件翘曲变形实验的过程中,能够得到最佳的成型工艺,其中整个塑件的填充时间为1.4秒,溶体温度需要达到240摄氏度到260摄氏度之间,模具加工环境温度不得高于80摄氏度,保压压力方面则要控制在64MPa,时间上要处于11秒之内,这样不但能够有效确保翘曲变形量的数值情况达到最小值,同时还能够避免整个加工成型工艺的工作质量出现问题[4]。
结论
综上所述,在对汽车音响面板开展成型工艺的应用过程中,相关人员需要结合实际情况,遵循相关标准,对整个车辆的塑件进行有关热流道注塑工艺的应用,通过实验明确不同参数所带来的影响,以此来确保整个音响面板的加工质量能够满足当前社会发展需要。
参考文献
[1]黄继战,陈炜,仇文宁,等.汽车音响面板热流道注射成型工艺优化研究[J].塑料工业,2019,v.47;No.390(10):88-92.
[2]黄可,殷春云,刘江,等.车窗内饰件热流道注塑工艺参数优化[J].中国塑料,2019,033(010):72-77.
[3]陈妍.注塑成型工艺参数的优化研究进展[J].合成树脂及塑料,2020,v.37(03):90-93.
[4]周磊,张凌霄,危学兵,等.汽车IMD内饰面板成型工艺优化研究[J].塑料科技,2019,v.47;No.329(09):88-93.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



