贵州中烟工业有限责任公司贵定卷烟厂,贵州黔南 551300
摘要:随着工厂提倡的质量领先和成本领先以来,节能降耗、生产效率工作越发重视、责任压实逐级下达。众所周知提高生产效率,可以降低生产成本,增强市场竞争力,提高经济效益。贵烟(行者)由于其生产工艺要求:在烟叶投料段需经过真空回潮机回潮。在生产中,在ZS1路径(主线)下生产、下批次生产贵烟(行者)时需切换到ZS11(真空回潮方向),需等待尾料进入松散电子皮带秤入口皮运机207,中控操作工才进行路径切换。此过程,机械人解包等待放烟、切片单元等待路径切换。根据现场跟踪统计、期间路径切换等待时间约25分钟,导致松散回潮工序待机等料时间长。不利于提高生产效率和节能降耗!
关键词:生产效率;路径;待机等料;节能降耗
中图分类号: 文献标识码: 文章编号:
引言
卷烟厂制丝生产线为流水线加工、分段生产。任何一个工序点出现问题均会影响整个线段生产的连继性和稳定性。为落实、执行公司提出的“降本增效”,提高生产效率,更好服务生产,结合我车间现状:目前切片单元路径选择有三种:ZS1、ZS11、ZS2,根据中控操作人员反应:在ZS1路径下生产、下批次生产贵烟(行者)时,要等待尾烟进入207皮运机,才能进行路径切换到ZS11。如果批次尾烟进入205皮运机后进行路径切换到ZS11,则会造成205-206.2段设备停止运行。期间等待路径切换时间约25分钟,不利于生产的连续性及松散回潮工序等料所产生的待机能耗。
现状调查
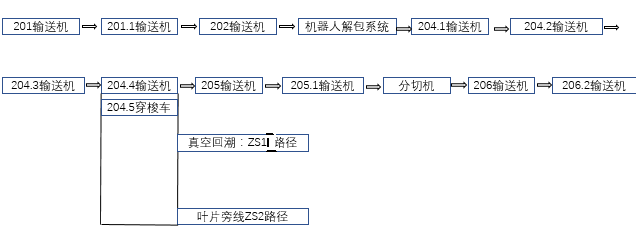
1.1我厂烟叶投料段工艺流程图如下:
1.2各品牌投料段工艺路径调查
序号 | 品牌 | 投料段工艺路径选择 |
1 | 黄果树(长征)、黄果树(佳品)、贵烟(细支国酒香30)、1#膨胀烟、2#膨胀烟、贵烟(跨越)、贵烟(细支行者) | ZS1 |
3 | 贵烟(萃)、贵烟(魔力) | ZS11/ZS1模块生产 |
7 | 贵烟(贵中支)、贵烟(行者) | ZS11 |
调查结果 | 贵烟(行者)、贵烟(贵中支)选择路径为ZS11;贵烟(萃)、贵烟(魔力)模块化生产,部分过真空。其余为ZS1 | |
1.3投料段电控系统各单元控制对象进行调查
序号 | 投料段各单元名称 | 所控制设备平面编号 |
1 | 切片单元 | 201-206 |
2 | 松散回潮单元 | 207-225 |
3 | 加料单元 | 225-244 |
调查结果 | 此次研究对象为投料段切片单元 | |
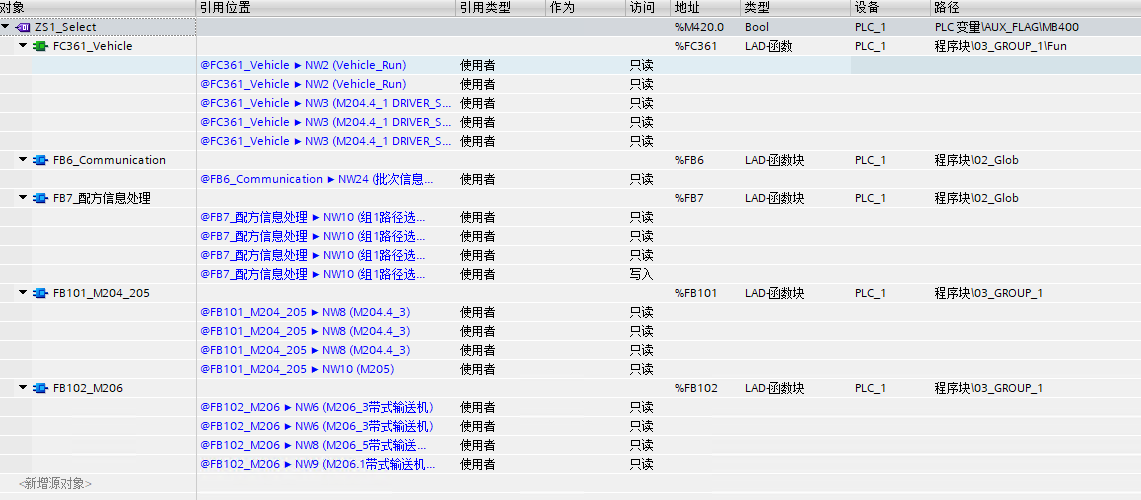
1.4通过查看程序切片单元不同路径控制对象进行调查
调查方式:通过查看路径选择 控制程序
| |
从上述调查得出:在ZS1路径下生产、下批次生产贵烟(行者)时需切换到ZS11,路径切换等待时间长、不同路径下控制着不同的设备、路径之间互锁;
3、原因分析
通过调查发现:路径切换等待时间长主要原因:不同路径下控制着不同的设备、路径之间互锁;因此,在路径切换过程中会导致原路径下的设备停止运行。主要实现方法:通过PLC程序优化ZS1路径下切换ZS11确保切换路径时不停机。
4、确定目标
切片单元路径通过合理优化、只要确认批次尾料烟包过完 205皮运机、中控操作工即可切换路径至真空回潮方向。因此,小组把目标设定为:路径等待切换时间为1分钟。目标时间确认依据主要是分切操作工确认尾料-通知中控切换-操作所需时长。
5、制定对策
5.1提出方案 为了解决“路径切换等待时间长”的问题,制定了以下二个解决方案:
方案一:重新设计规划路径选择所控制的设备段
重新分组设计:1、路径选择ZS1控制204.4皮带位置及运动方向;2、路径选择ZS11、ZS2控制204.4皮带位置及运动方向及穿梭车相应运动位置、旋转电机控制。
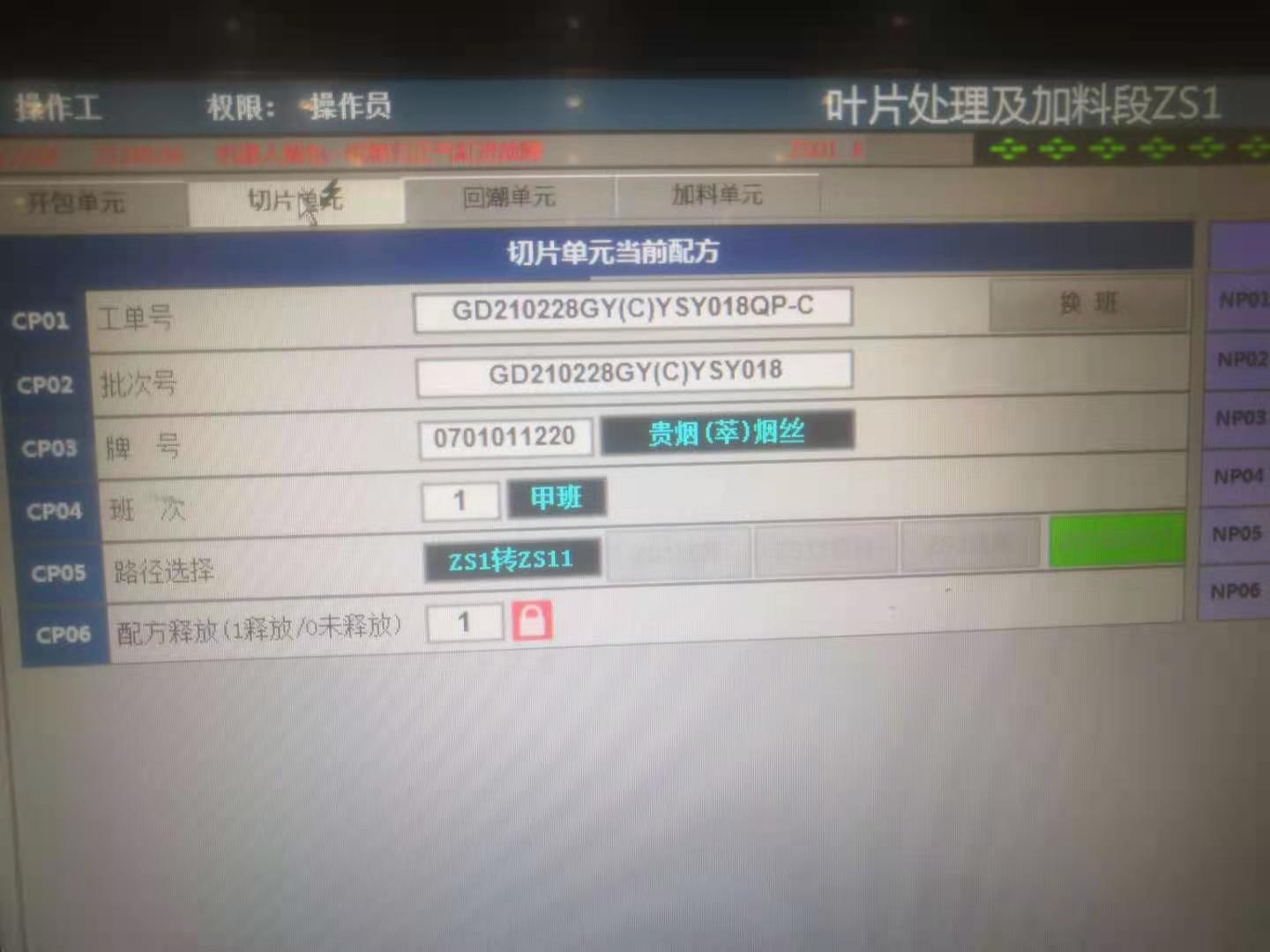
方案二:在ZS1路径选择下,切换至ZS11
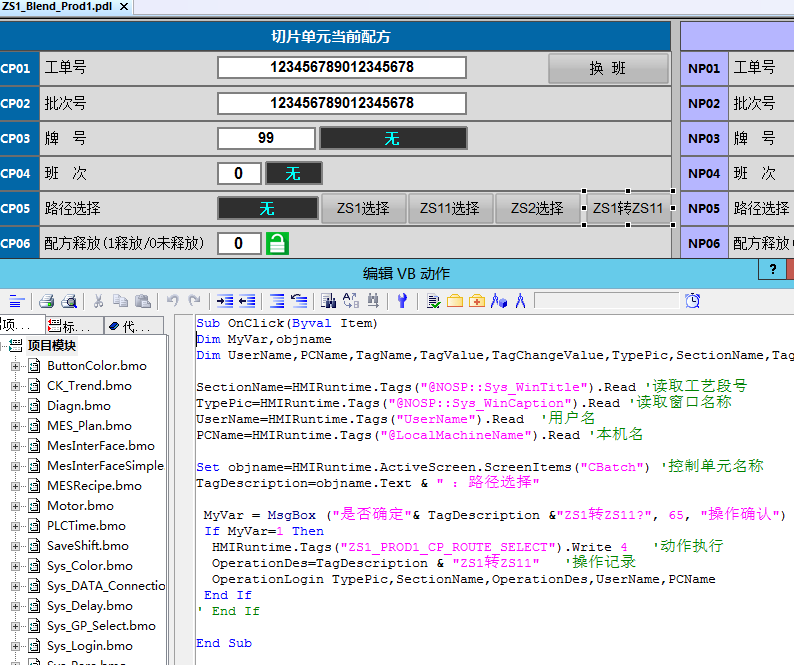
在ZS1路径下,待尾料跑完205.即可进行切换:在WinCC切片单元路径选择界面增加按钮”ZS1转ZS11”并组态。功能要求:赋值、弹窗提示、按钮背景颜色变化。选择操作后,ZS1下设备不停机、ZS11下径能切换成功。
5.2方案分析选择
小组成员分别从:可实施性、可靠性、复杂性、风险性四方面对二方案进行比较。
方案一:需进行重新分组,其复杂性、可靠性、生产需要需测试且工作量较大。不予采纳。
方案二:在原程序中有ZS11路径点位处并联”ZS1转ZS11”即可.此点对205进行互锁。确保互不影响。给予采纳。
6、实施过程:方案二:在ZS1路径选择下,切换至ZS11
实 施 过 程 | 步骤一、在服务器WinCC上,切片单元路径选择增加按钮“ZS1转ZS11“ 并根据功能要求组态变量。 |
| |
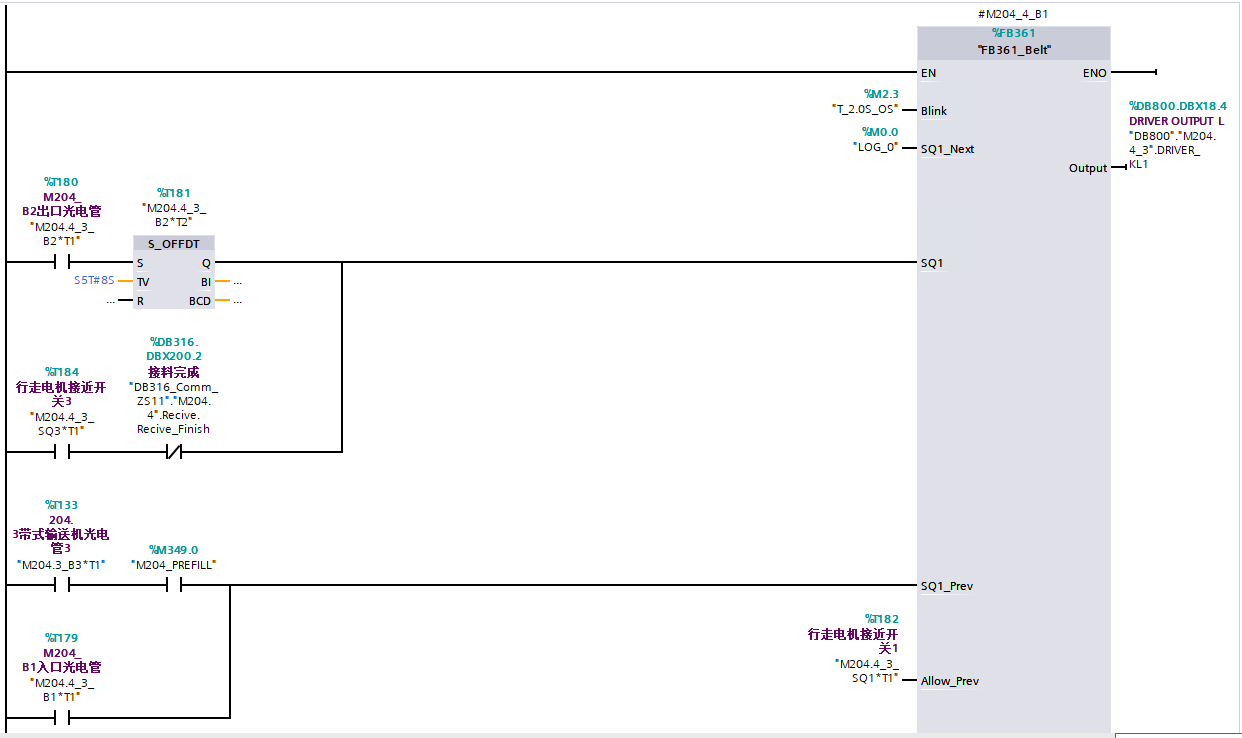
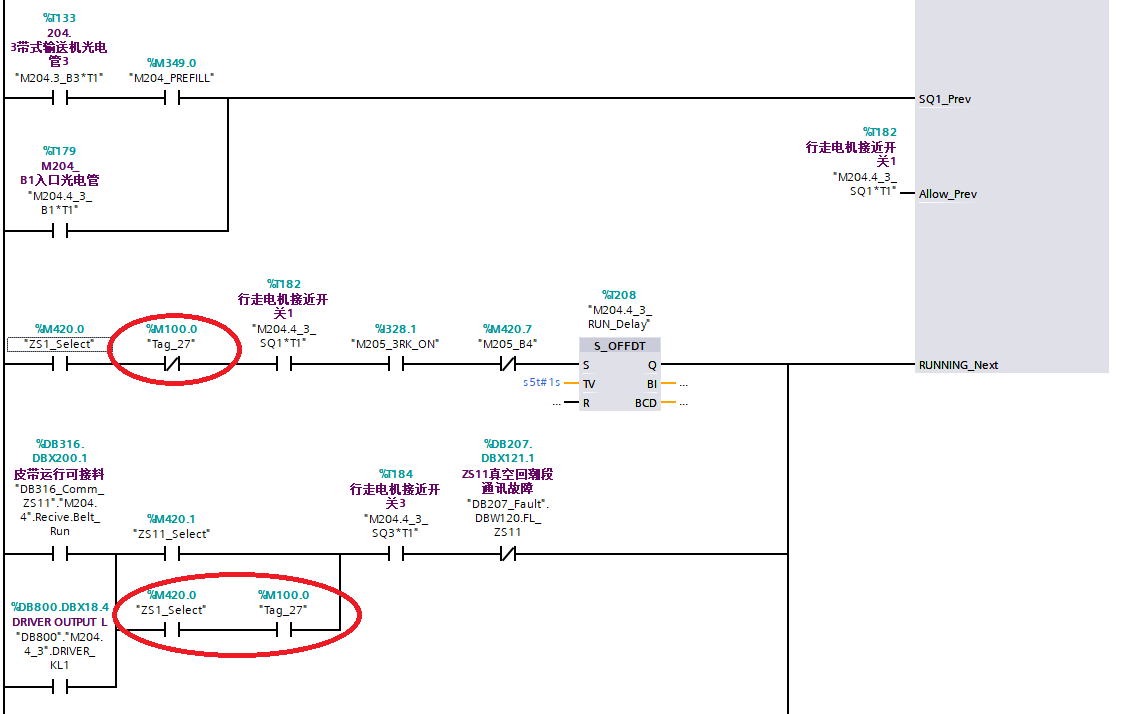
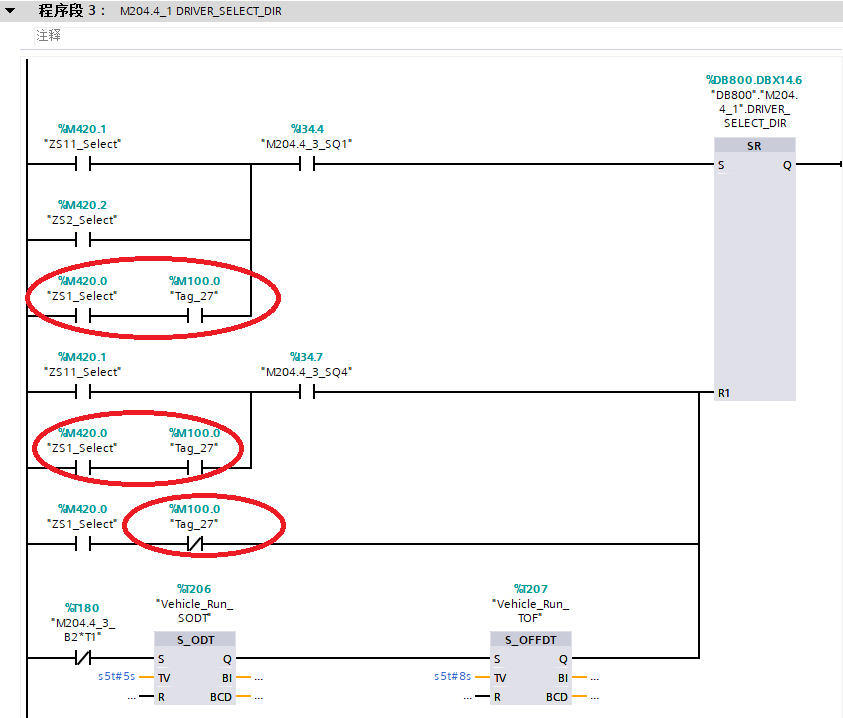
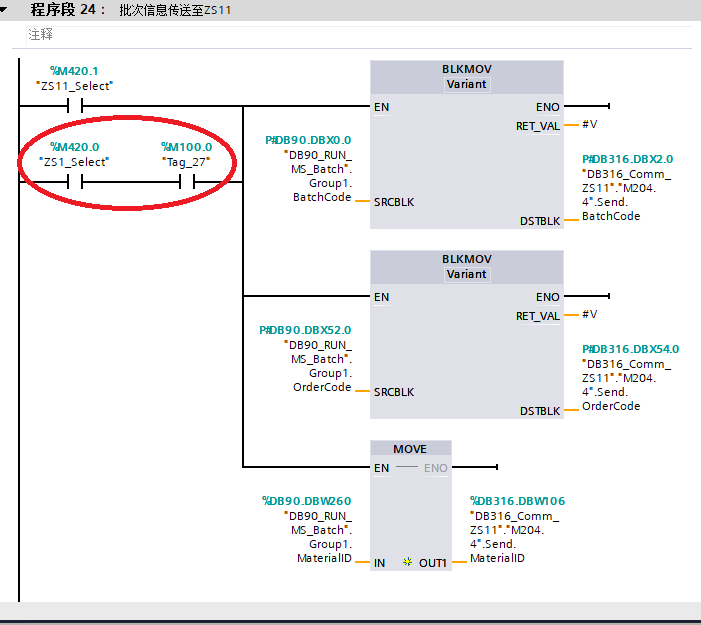
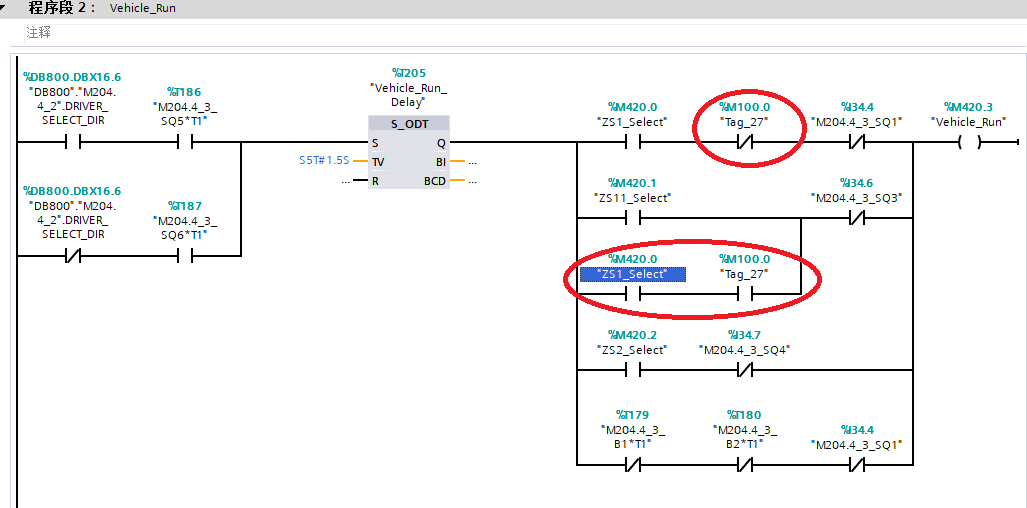
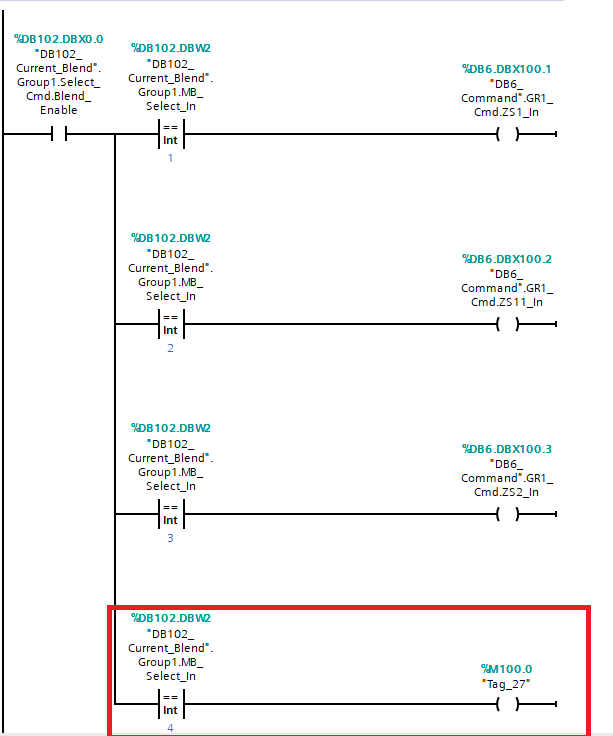
步骤二、在PLC程序ZS1路径点位,并联“ZS1转ZS11”点位 | |
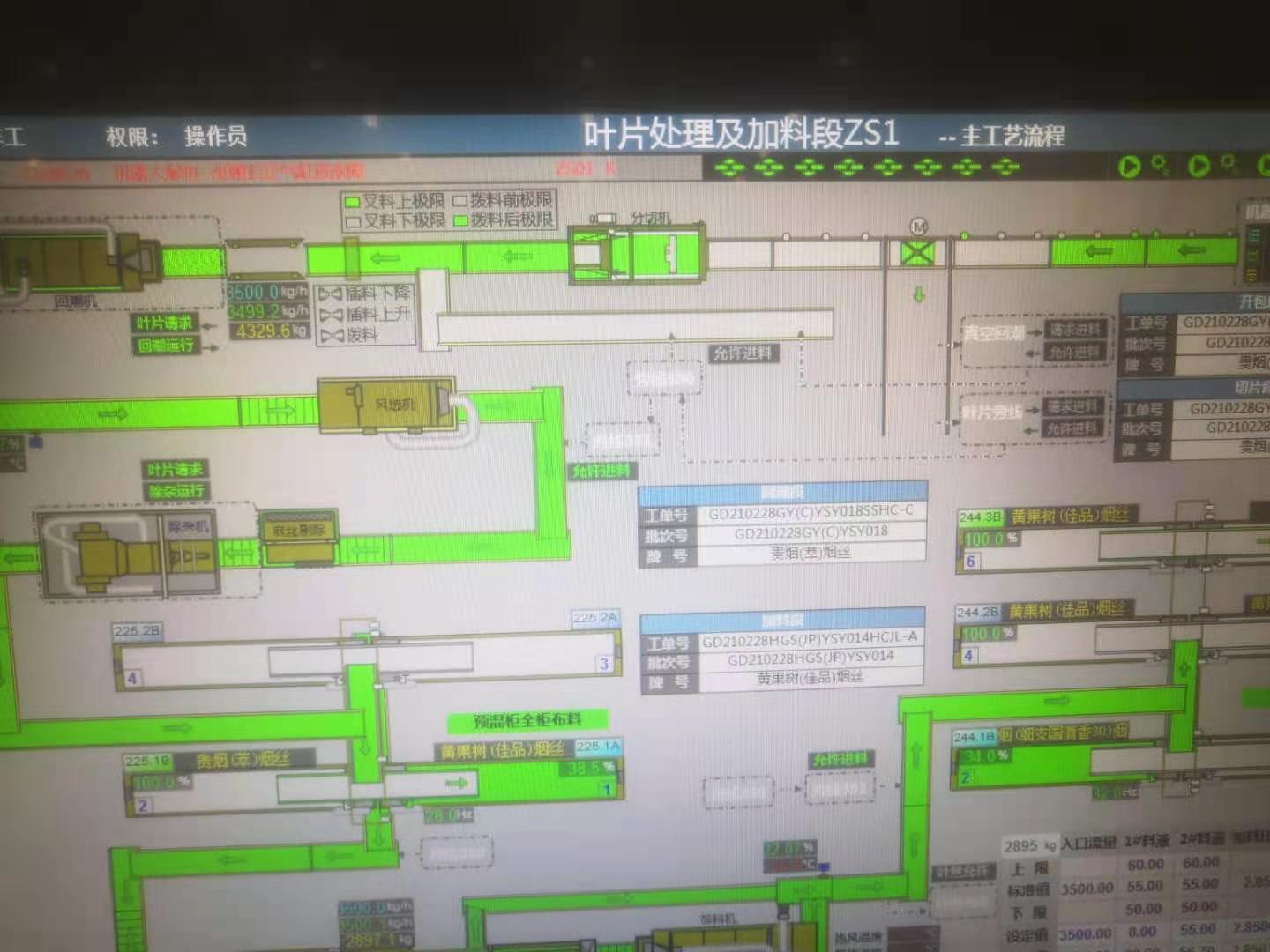
通道切换方法: 在分切单元增加路径:ZS1转ZS11.;在选择ZS1通道选择下:分切单元205皮运机烟片跑完。点击ZS1转ZS11按钮,并锁1 方可实现路径选择ZS11(进行者)此时,205—207之间的设备运行不受影响。行者烟片输送到真空回潮方向。 | |
步骤三、调试,效果验证 | |
|
进行统计10个批次贵烟(行者)路径切换操作耗时:11.5S。测试图片如下
|
小结 | 通过对比得出:对于投料在ZS1路径下,下批次需用ZS11路径;无需等待即可切换,节约了生产时间和能源消耗。 |
七、效果检查
1、活动前后效果跟踪验证
对策实施完后,经过10个批次验证。从原来的路径切换等待时间25分钟将低到现在的0.19分(11.5秒) 降幅13057%;得出结果:改善效果明显,
目标完成,解决了路径切换等待耗时长问题 !
2、经济效益
本次活动后未产生费用支出。提高生产效率和节约能耗,根据2021年度公司计划安排我厂产量22万箱、贵烟(行者)产量1.58万箱,
按照单批次4000KG投料;一批105箱计算。全年投料批次约为:150批;按照批次最低等料时间约24分钟计算,全年大概节约60个小时,
松散回潮工序等料所产生的待机能耗问题。蒸汽能耗(待机下):根据载流蒸汽流量计待机下实际值均值: 15Kg/h,全年可节约900Kg蒸汽量;
电耗:根据松散回潮装机容量20.99KW,全年节约电能1300度电;同时生产效率也得到很大提升!
参考文献:
1刘长青 S7-1500PLC项目设计与实践
2 甄立东,李建平 西门子WinCC V7.4 基础与应用 第2版

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号