哈尔滨电机厂有限责任公司 黑龙江哈尔滨 150040
摘 要:介绍联轴螺钉深孔加工方法,详细指出了数控深孔钻床、合金内冷钻头及系列辅助系统的应用范围,以及达到的效果。
1项目来源
电机公司水轮机机组和水轮发电机机组都有联轴螺钉(联轴螺栓、联轴螺柱)产品零件,该部件结构上基本都有装测量工具的深孔,由于孔径较小、深度较深、长径比较大、尺寸要求较高,导致加工非常困难。早期应用卧式车床尾座手动进给,导致加工光洁度较差、加工效率低,劳动强度大;后来采用数控镗床加工,容易造成位置精度差,反复退出钻头排屑、冷却,加工效率也不够理想。由于该零件数量较大,加工质量和效率急待提高。为提高产品质量,有效的解决生产效率的技术瓶颈,对这一现象进行攻关解决。
2目的意义
通过选用先进的卧式数控深孔钻床进行深孔加工、选择高效内冷钻头、加强润滑循环系统、装卸简便、刃具可磨制修复、合理选用切削参数等多项技术方法,极大的提升产品质量和加工效率,解决生产瓶颈,为今后加工此类零件加工探索出先进模式,在技术准备中推广应用。
3技术难点
联轴螺钉深孔长径比接近50倍,排屑、冷却都比较困难,造成产品质量差、加工效率低。要提高深孔的表面光洁度、提高深孔加工效率、提高深孔位置精度。
4主要技术内容
4.1研究内容
针对产品零件特点,选用先进的卧式数控深孔钻床(图1所示)进行加工。它具有装夹稳定,安装方便等优点,并采用先进的装夹找正方式。同时采用高压切削油冷却排屑系统(图2所示),以防止加工过程中的变形和表面光洁度的降低。

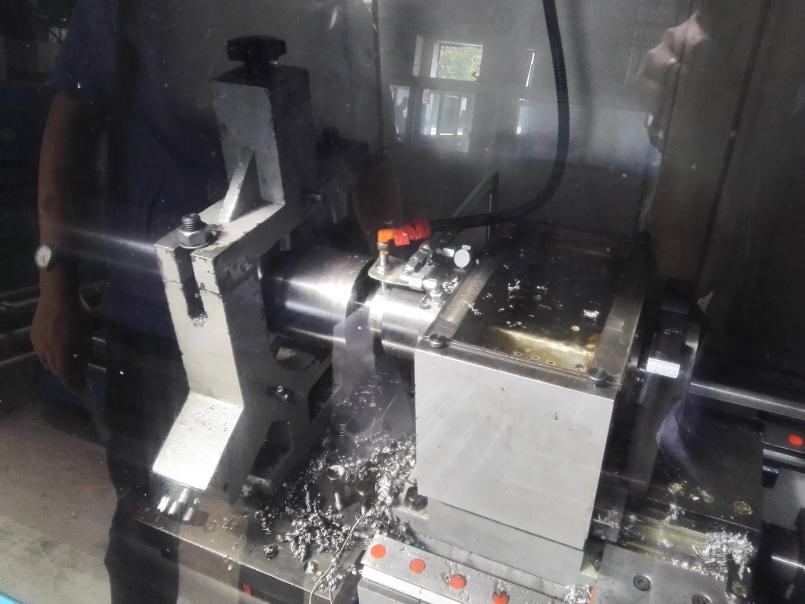
图1数控深孔钻床 图2高压切削油冷却排屑系统
加工中所使用的钻头为内冷合金钻头(图3所示),内冷可防止加工中的变形,同时降低刀具磨损。钻头角度是通过一系列的试验,最终得最优角度,使钻头在加工中更锋利,也更耐用。而且配上钻头定位系统(图4所示)和钻头支撑系统(图5所示),使加工更稳定,也减少批量生产重复定位的麻烦。

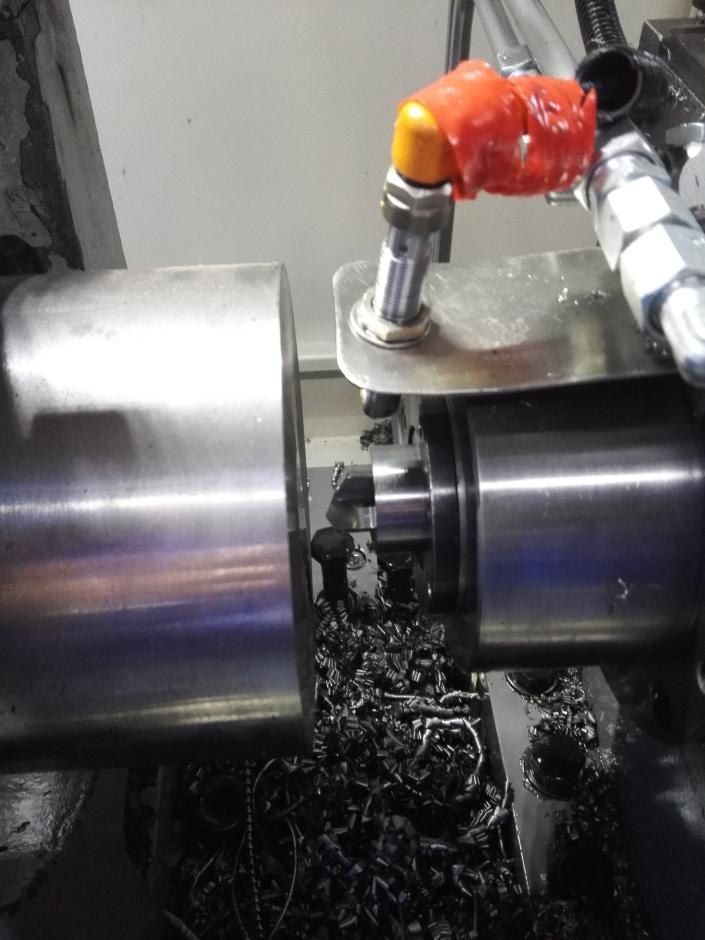

图3内冷合金钻头 图4钻头定位系统 图5钻头支撑系统
为使冷却液可重复使用和铁屑回收方便,增加了切削油过滤冷却系统。其中包括,油屑分离(图6所示),然后进行滤纸过滤(图7所示),最后进行切削油冷却(图8所示)。



图6油屑分离 图7滤纸过滤 图8切削油冷却
4.2数据整理分析
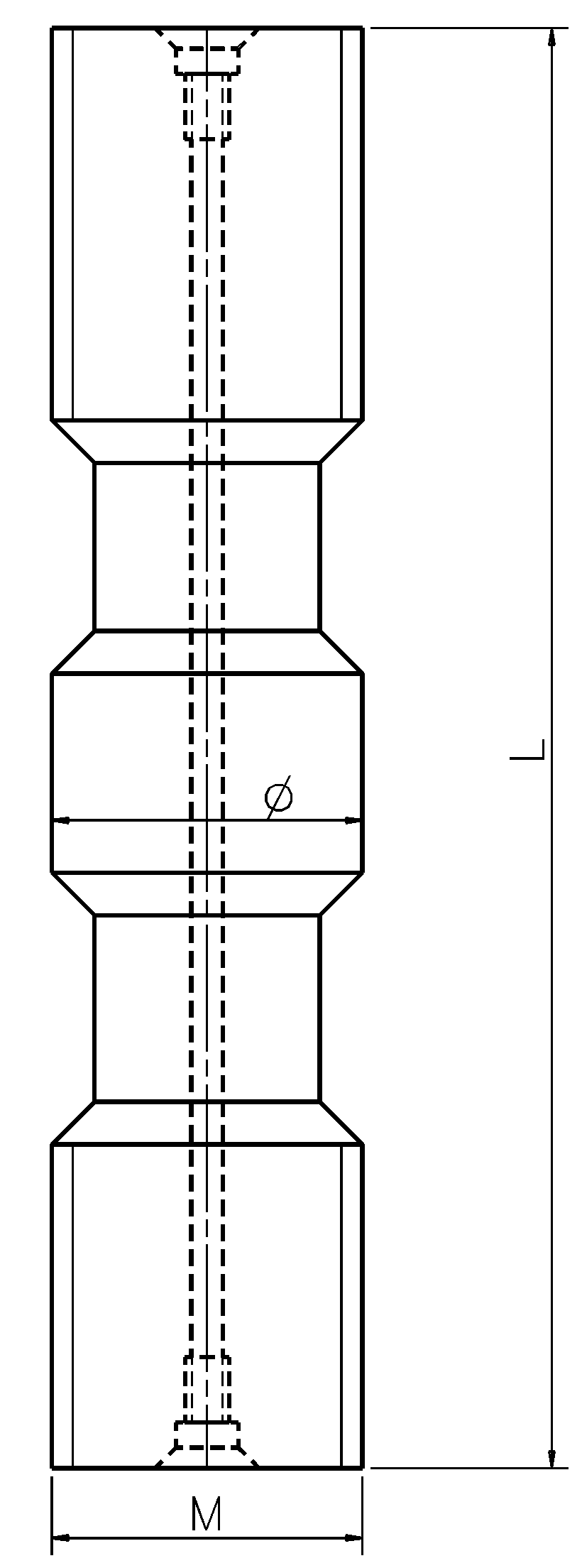
采用数控深孔钻床与普通卧式车床、NC110镗床加工深孔对比(表1),以加工联轴螺栓深孔Φ20×1000为例,长径比50倍,总结三种加工方式加工周期表(表2)。
表1:采用数控深孔钻床与普通卧式车床、NC110镗床加工深孔对比
| 卧式数控深孔钻床 | 普通卧式车床 | NC110镗床 |
找正方式 | 一端三爪卡盘自定心,一端放在中心架上,依靠百分表找圆心。批量生产时,装夹效率较高。 | 一端三爪卡盘自定心,一端顶中心孔加工外圆,然后固定中心架定心,松开顶尖。 | 将工件放置在V型铁上,利用百分表确定圆心。 |
加工方式 | 工件不动,钻头转动。 | 工件转动,钻头不动。 | 工件不动,钻头转动。 |
钻头冷却方式 | 深孔切削油进入深孔内部冷却,钻头切削刃部位持续降温冷却。 最大流量(分级调整):100L/min 枪钻冷却系统最大压力:10 MPa (手动可调) | 冷却液冷却,工件端面冷却,冷却液很难进入深孔内部,需在加工中操作者手动频繁滑动尾座退出钻头进行降温冷却。 | 冷却液冷却,工件端面冷却,冷却液很难进入深孔内部,钻头数控自动间歇性退出工件降温冷却。 |
进给方式 | 数控自动连续进给 | 手动间歇进给 | 数控自动间歇性进给 |
排屑方式 | 安装枪钻钻套导向、密封装置,通过高压油油压冲洗进行排屑。 | 需在加工中操作者手动频繁滑动尾座退出钻头清理铁屑。 | 数控设定钻头退出频率,退出钻头时将铁屑带出。 |
钻头类型 | 合金内冷钻头,W型切削方式,切削刃接触面积大,切削热量分散,因切削部位持续降温冷却,钻头磨损较小,延长钻头使用寿命,提升加工效率,降低制造成本。 | 高速钢麻花钻,切削刃接触面积小,钻头不能及时冷却,易损伤钻头。 | 先使用麻花钻加工一段,然后使用W型钻头,钻头不能及时冷却,易损伤钻头。 |
加工孔表面粗糙度 | Ra3.2 | Ra12.5 | Ra6.4 |
劳动强度 | 弱 | 强 | 一般 |
位置精度 | 高 | 高 | 一般 |
加工效率 | 高(2.30小时) | 低(5小时) | 一般(3.30小时) |
专用刃磨工具 | 有 | 无 | 无 |
钻头支撑辅助系统 | 用于支撑刀杆,加强刀具刚性,防止刀杆颤动,提高加工精度。40倍直径的距离使用一个支撑。 | 无 | 无 |
钻头引导 | 钻头穿过钻头引导套对工件直接进行加工,钻头与引导套之间0.01-0.02mm间隙,有效控制降低钻头颤动,提高钻孔尺寸精度。 | 先使用短钻头加工一定长度,再用长钻头继续加工。 | 先使用短钻头加工一定长度,再用长钻头继续加工。 |
切削冷却循环系统 | 油屑分离装置,油过滤装置,油冷却降温装置(油温可手动控制)对切削油循环利用。 | 普通循环系统 | 普通循环系统 |
表2:联轴螺栓深孔三种加工方式加工周期表
简 图 | 直径 Φ/M | 长度L | C630卧车 | NC110镗床 | 数控深孔钻床 | 说 明 |
| 120/100 | 400 | 2 | 1.25 | 1 | 材料为调质锻件来料或不锈钢类圆钢调质材料。 |
600 | 2.50 | 2 | 1.25 | |||
800 | 3.40 | 2.35 | 1.50 | |||
1000 | 4.30 | 3.10 | 2.15 | |||
140/120 | 400 | 2.10 | 1.30 | 1.05 | ||
600 | 3 | 2.05 | 1.30 | |||
800 | 3.50 | 2.40 | 1.55 | |||
1000 | 4.40 | 3.15 | 2.20 | |||
160/140 | 400 | 2.20 | 1.40 | 1.10 | ||
600 | 3.10 | 2.15 | 1.35 | |||
800 | 4 | 2.50 | 2 | |||
1000 | 4.50 | 3.25 | 2.25 | |||
180/160 | 400 | 2.30 | 1.45 | 1.15 | ||
600 | 3.20 | 2.20 | 1.40 | |||
800 | 4.10 | 2.55 | 2.05 | |||
1000 | 5 | 3.30 | 2.30 |
5结论
通过对数控深孔钻床、合金内冷钻头及系列辅助系统的应用,联轴螺钉深孔加工的尺寸精度、表面光洁度、位置精度、加工效率都得到了大幅提升。最终加工深孔光洁度达到Ra3.2以上;尺寸精度能够控制在0.06mm以内;位置精度正常材质可控制在1mm以内。加工效率比卧式车床提高50%、比镗床加工提高约30%,通过实验件加工后进行局部优化,现技术已全面成熟。已开始陆续应用到实际产品加工中,效果显著,比较目前常用镗床加工方式缩短加工周期近30%,以2016年估算降低制造成本约4万元,解决了联轴螺钉深孔加工瓶颈,为公司深孔产品的高精度、高效率加工探索出全新工艺技术加工方案。
[参考文献]
[1]梁继海. 深孔加工技术浅谈[J]. 商情,2009,(22):88-89.
[2]潘 鑫. 现代深孔加工技术评价[J]. 机械设计与制造,2008,(4):12-14.
~~~~~~~~~~~~~~~~~~~~~~~
作者简介:佟明波(1975--),男,大专,助理工程师,从事机械加工工艺工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号