柳州欧维姆机械股份有限公司,广西柳州 545005
摘要:针对桥梁拉索锻造叉耳, 采用不同取样方法,通过拉伸试验、夏比冲击试验、硬度试验,对其热处理后的力学性能进行研究。本文验证大型桥梁锻制叉耳采用中间落料检验叉耳本体力学性能的可行性。
关键词:叉耳;锻造;热处理;力学性能
0 引言
拉索叉耳是桥梁拉索联接结构中的重要构件,主要应用场合为斜拉桥斜拉索、拱桥吊杆、悬索桥吊索联结桥面梁与斜拉桥主塔、拱梁、悬索桥主缆的关键受力联接。在桥梁通车后,需要承受交变风力和动态行车荷载及风雨侵蚀。该类叉耳需要足够的强度、冲击性能及疲劳性能。
由于叉耳是关键受力部件,其力学性能是关键质量特性,在生产过程中务必选择恰当的工艺并严格执行。并需要选取科学的试样取样位置及严格进行试验随炉热处理,以便准确判断叉耳本体的力学性能。
为研究叉耳相同工艺条件下,在不同位置取拉伸及冲击试样研究其力学性能,从而得出叉耳的取样位置与力学性能的相关性。本文选用了用途广泛的典型高级优质合金钢钢种40CrA钢,采用相同的热处理方式并让试样和工件随炉热处理(避免热处理影响到试验结果)后,对材料拉伸、冲击、硬度的力学试验研究。
1 材料牌号、化学成分及力学性能
试验材料选取锚具受力件具有代表性的高级优质合金钢40CrA钢作为研究对象。按照GB/ T 3077—2015[1] 标准中关于40CrA 钢的化学成分要求如表1所示。
表1化学成分(质量分数,%)
元素 材料 | C | Si | Mn | P | S | Cr | Mo | Ni | Cu |
40CrA | 0.37~ 0.44 | 0.17~ 0.37 | 0.50~ 0.80 | ≦ 0.020 | ≦ 0.020 | ≦ 0.30 | ≦ 0.10 | ≦ 0.30 | ≦ 0.25 |
叉耳热处理完毕后,按JB/T6396-2006[2]中的要求,对锻件进行拉伸试验、冲击试验和硬度试验,其力学性能要求如表2。
表2 力学性能
指标 材料 | 屈服强度 MPa | 抗拉强度 MPa | 断后伸长率 % | 断面收缩率 % | 冲击吸收功 (KU2)J | 硬度 HB |
40CrA | ≥540 | ≥735 | ≥15 | ≥45 | ≥39 | 228~275 |
2 工艺研究
试验按JB/T6396-2006[2]中的要求,在锻件上取1个拉伸试样,2个冲击试样。
2.1 第一次工艺试验。
(1)从叉耳中间料取样方块(如图1-1),随炉热处理(试样方块如图1-2)后,在对角线1/3处取试棒(如图1-1)。
(2)根据样件的尺寸、材料的化学成分和力学性能,选定如下热处理工艺参数,见表3
表3 热处理工艺参数
工序 | 入炉温度℃ | 加热温度℃ | 保温时间min | 备注 |
淬火(盐水) | <300 | 600 | 60 | 试块与叉耳工艺一致 |
840 | 150 | |||
回火 | 580 | 580 | 210 |
(3)试样热处理后的试验结果,见表4
表4 第一次试验结果
工件编号 | 试样编号 | 屈服强度 MPa | 抗拉强度 MPa | 断后 伸长率% | 断面 收缩率% | 冲击吸收 功(KU2)J | 硬度 HRC | |
技术要求 | ≥540 | ≥735 | ≥15 | ≥45 | ≥39 | 试块 | 试样 | |
1901 | C01 | 496 | 805 | 7.5 | 6 | 14 /18 | 20~ 28 | 20~ 25 |
1902 | C02 | 499 | 825 | 8.5 | 11 | 16/18 | ||
1903 | C03 | 506 | 801 | 7.0 | 12 | 15/13 | ||
1904 | C04 | 495 | 810 | 8.0 | 10 | 21/21 | ||
1905 | C05 | — | 812 | 23 | 51 | 55/54 | ||
1906 | C06 | 507 | 749 | 17.5 | 29 | 44/35 | ||
1907 | C07 | 503 | 813 | 16 | 51 | 64/62 | ||
1908 | C08 | — | 803 | 15 | 49 | 63/60 | ||
1909 | C09 | 425 | 715 | 20 | 48 | 85/79 | ||
1910 | C10 | 426 | 717 | 17 | 29 | 70/70 | ||
(4)分析:
各试样的整体的屈服强度、冲击功离散性较大。
工件编号1901~1904屈服强度低于技术要求,断面伸长率及锻后收缩率、冲击吸收功原低于指标设定值。判断通过热处理调整的余地不足。
工件编号1906~1910屈服强度离散性较大,分析取样位置位于对角线1/3除,试棒距离最近的平面75mm, 推断淬透性不好。
需进一步调整工艺研究,研究不同位置的淬透性
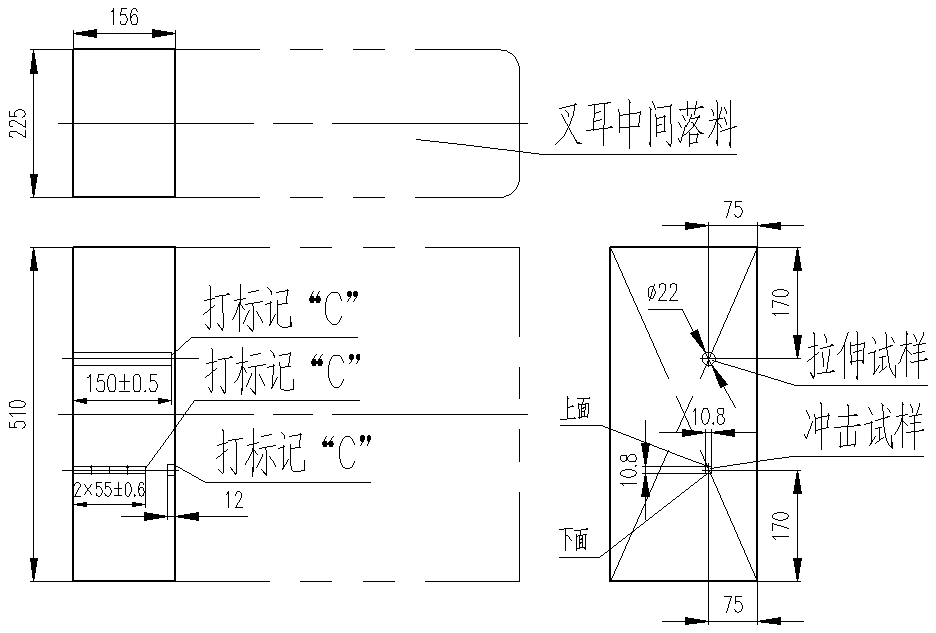
图1-1 第一次工艺试验取样图

图1-2 随炉热处理
2.2 第二次工艺试验
(1)为研究叉耳的淬透性,取原试块的不同位置(如图2-1)。
(2)热处理工艺参数不变,见表3
(3)试样热处理后的试验结果,见表5
表5 第二次试验结果
工件编号 | 试样编号 | 屈服强度MPa | 抗拉强度MPa | 断后 伸长率% | 断面收缩率% | 冲击吸收功(KU2)J | 硬度 | ||
≥540 | ≥735 | ≥15 | ≥45 | ≥39 | 工件 | 试块 | 试样 | ||
1901 | S1 | 645 | 854 | 16.5 | 38 | 34/30 | 26/27 | 26 | 20 |
1902 | S2 | 688 | 833 | 15 | 38 | 30/40 | 27/27 | 25/27 | 22 |
1903 | S3 | 715 | 851 | 15.5 | 38 | 33/28 | 26/26 | 26/26 | 21 |
1904 | S4 | 669 | 829 | 17 | 36 | 40/53 | 25/27 | 22/26 | 20 |
1905 | S5 | 687 | 816 | 19.5 | 61 | 74/78 | 26/27 | 27/27 | 23 |
1906 | R6 | 691 | 828 | 17.5 | 44 | 47/41 | 27/28 | 28/28 | 24 |
1907 | S7 | 673 | 808 | 19.5 | 62 | 98/86 | 25/23 | 24/24 | 23 |
1908 | S8 | 681 | 805 | 20.5 | 61 | 116/107 | 23/22 | 27/27 | 24 |
1909 | R9 | 669 | 788 | 20 | 59 | 90/98 | 23/27 | 26/27 | 24 |
1910 | R10 | 646 | 773 | 18 | 48 | 107/90 | 24/24 | 24/24 | 23 |
(4)分析:
重新试验的取样位置,试棒距离最近的平面仅22mm,各项指标相比第一次试验值更高。越接近表面,淬透性越好。
工件编号1901~1904屈服高于技术要求,但断面伸长率及锻后收缩率、冲击吸收功低于指标设定值。与工件编号1906~1910相比较,两次试验结果具有共性,即工件编号1901~1905伸长率、断面收缩率、冲击功低于工件编号1906~1910。推断两批材料本身有差异性。
为进一步验证中间落料性能与本体性能的一致性,需进一步调整工艺研究。
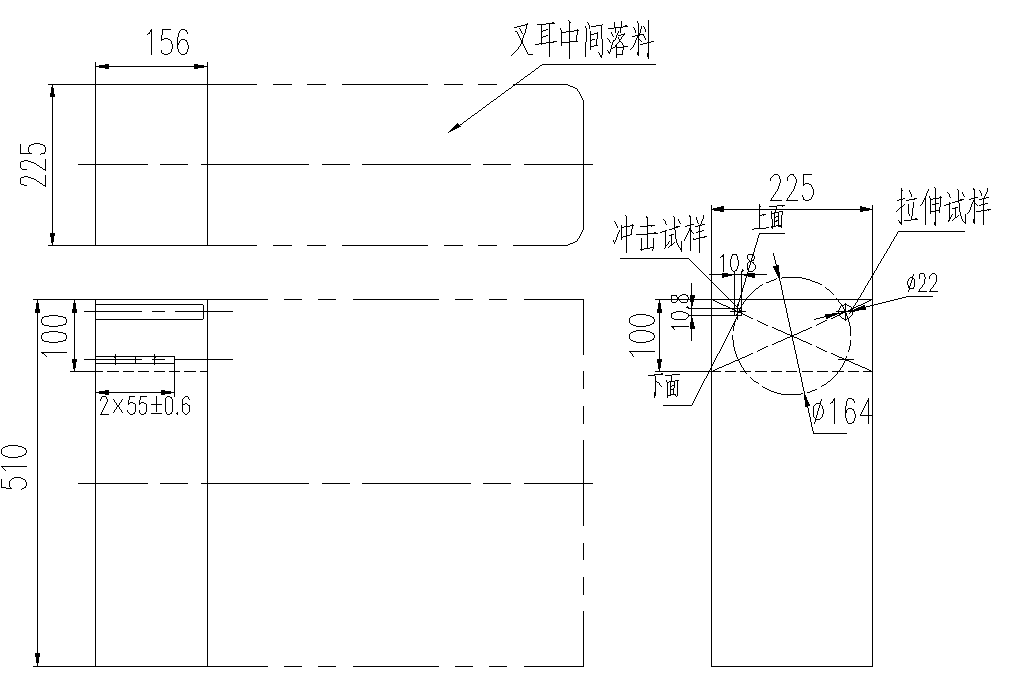
图2-1 第二次取样图
2.3 第三次工艺试验。
(1)为证明,本体里不同位置淬透性及力学性能的差异,需进一步调整工艺研究。本次从叉耳1901本体上做破坏性试验,从本体上取试棒(如图3-1)进行研究。
(2)热处理工艺参数不变,见表3
(3)试样热处理后的试验结果,见表6
表6 第三次试验结果
工件编号 | 试样编号 | 屈服强度MPa | 抗拉强度MPa | 断后伸长率% | 断面收缩率% | 冲击吸收 功(KU2)J | 硬度 | ||
≥540 | ≥735 | ≥15 | ≥45 | ≥39 | 工件 | 试块 | 试样 | ||
1901 | C01 | 496 | 805 | 7.5 | 6 | 14 /18 | 26/27 | 26 | 23/ 24 |
1 | 678 | 830 | 16.5 | 30 | 24/27 | ||||
2 | 613 | 816 | 11.5 | 18 | 26/28 | ||||
3 | 687 | 831 | 16 | 28 | 26/30 | ||||
4 | 705 | 830 | 16 | 34 | 31/29 | ||||
5 | 584 | 813 | 15 | 27 | 29/31 | ||||
6 | 702 | 833 | 15 | 29 | 32/35 | ||||
7 | 590 | 790 | 17.5 | 33 | 26/26 | ||||
8 | 614 | 812 | 14 | 26 | 32/31 | ||||
9 | 582 | 792 | 17.5 | 31 | 29/26 | ||||
10 | 577 | 802 | 15 | 27 | 33/27 | ||||
(4)分析:
重新试验的取样位置,试棒距离最近的平面仅22mm,各项指标相比第二次试验中工件编号1901叉耳的试验值接近。证明中间落料该处取样与叉耳耳板处取样,性能基本一致
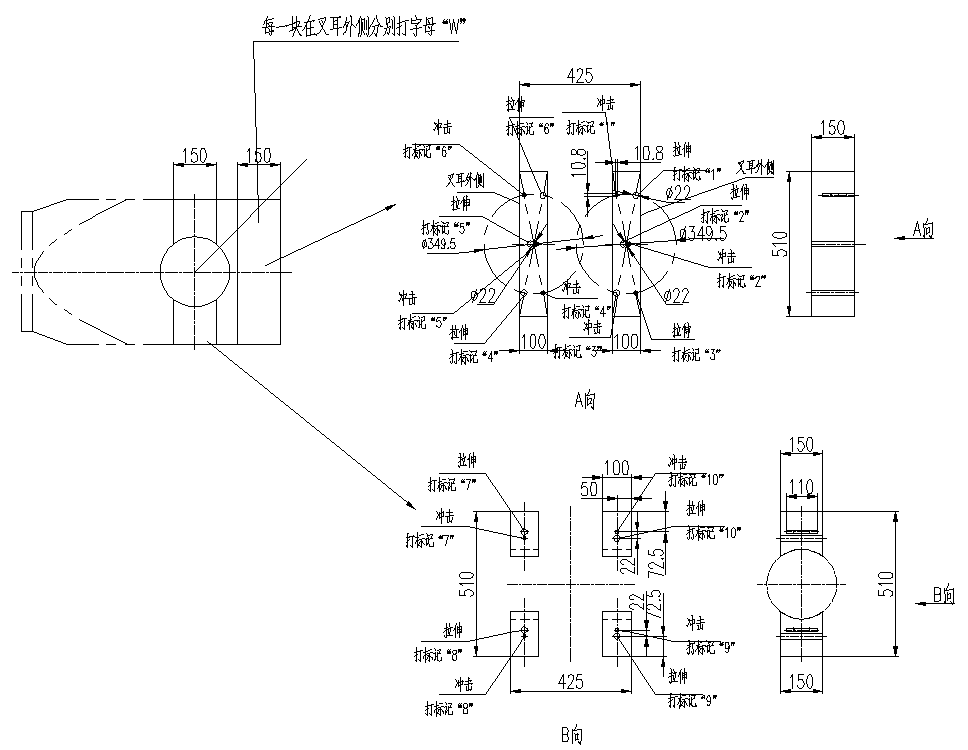
图3-1 叉耳本体试样取样图
4 结束语
原来设计从叉耳中间料的对角线1/3处取试验做力学性能试验,但由于叉耳中间料本身位于锻件的中间、并远离表面,考虑中心部位锻件密实性及淬透性不好,做出的力学性能值严重偏低,由其证明本体的力学性能会造成误判。
经研究,中间落料从边缘取100的试块,从中心画圆φ164,与对角线相交点取样(如图2-1)。该处取样与叉耳耳板处取样,性能基本一致。因此在实际生产中,考虑经济性和便利性,应按此取样图取样试验间接判断本体的力学性能更具说服力,亦可保证产品质量。
参考文献:
[1]中国国家标准化管理委员会.合金结构钢:GB/T 3077-2015[S].北京:中国标准出版社,2016.
[2]中华人民共和国国家发展和改革委员会.大型合金结构钢锻件 技术条件:JB/T 6396-2006[S].北京:机械工业出版社,2007.
作者简介:吴彦钊/男,1986年出生,广西柳州人,工程师,柳州欧维姆机械股份有限公司,从事机械制造、桥梁拉索研发与制造。
张仕翔、冯文平、谢锦/柳州欧维姆机械股份有限公司。
Sampling research on Mechanical Properties Samples of Forged Fork
of bridge Cable after Heat Treatment
Wu Yanzhao,Zhang Shixiang,Feng Wenping,Xie Jin
(Liuzhou OVM Machinery Co. , LTD. ,Liuzhou 545005,China)
Abstract: For the forged forks of the bridge cable, to use different sampling methods, and the mechanical properties after heat treatment are studied through tensile test, Charpy impact test, and hardness test. The results show that for the forks of different shapes, the sampling position is closely related to the heat treatment process. This research verifies the feasibility of using the samples middle of the side Sheet in fork itself to test the mechanical properties of the forged fork in-itself for large bridge.
Key Words:Fork;Forging;Heat treatment; Mechanical properties

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



