广西壮族自治区国有博白林场 广西玉林 37600
摘要:本文主要研究一种纯桉木扇叶板和制造方法,以桉木为原料,制备出纯桉木扇叶板,结果表明,和传统材质的扇叶板比较而言有着明显优势,性能有了很大的改善。
关键词:桉木;扇叶板;制造方法
The invention relates to a pure eucalyptus fan leaf board and a manufacturing method thereof
Yang Bingqi
(State-owned Bobai Forest Farm of Guangxi Zhuang Autonomous Region, Yulin, Guangxi 37600)
Abstract: This paper mainly studies a kind of pure eucalyptus fan leaf board and its manufacturing method. Using eucalyptus as raw material, the pure eucalyptus fan leaf board was prepared. The results show that compared with the traditional material, the fan leaf board has obvious advantages and its performance has been greatly improved.
Key words: Eucalyptus; Blade plate; Manufacturing methods
风扇是人们降暑的重要工具,常见的扇叶材质是金属、塑料等。金属价格较高,且扇叶本身有一定重量,运转需要消耗电量较大,此外在长期使用过程中,受到外部环境的影响,扇叶容易生锈。塑料扇叶虽然价格低,但是由于塑料自身的特性,导致强度比较差,易损坏。为了弥补传统扇叶存在的问题需要研发出一种新的扇叶材料,具有强度高、刚性好等特征,木材可以很好满足这些需求。相比较于金属和塑料材质,木材具有绿色环保优势,在实际应用中能满足我国“绿色发展”需求,有着广阔应用前景。
1.木质扇叶研究现状及优势
从目前情况来看,木质扇叶研究取得了一定成果,但是木质扇叶在运行过程中,也存在诸多问题,如易变形,采用纤维板或复合板则可能出现掉层、夹层脱落的情况等,影响了木质扇叶发展前景。木质扇叶具有健康、环保等优势,符合现代人的使用要求。现有的木质扇叶板制造技术存在问题,例如效率低、精度低等。本文在现有技术基础上进行创新,实现了很大的突破,研发出了一种纯桉木扇叶板及其制造方法,具有简单、易于操作等优势,研究价值较高。
2纯桉木扇叶板的制作材料
(材料是描述制备扇叶板的原材料,如桉木、胶黏剂、面粉、氯化铵、铁红粉等下面所提到的主要材质)
制备扇叶板运用到的主要原材料有桉木、胶黏剂、面粉、氯化铵、铁红粉等。制备过程中,需要对原材料的比例进行合理控制,确保扇叶板的使用效果。桉木作为主要原材料,在其他几种材料的使用下粘合在一起,形成图1的具有三层结构的纯桉木扇叶板。
一种纯桉木扇叶板,包括芯板和粘覆在芯板正背面的面板,其中,所述的芯板的主要构成材料是三块单板,并且两两单板之间涂覆芯板胶黏剂;所述的单板由桉树原木制成,并进行了旋切加工处理;所述的芯板胶黏剂构成原料比较多,主要包括三种,比例为E0脲醛树脂胶 : 面粉 : 氯化铵 : 铁红粉=1 : 0.4 : 0.006 : 0.001;所述的面板采用的木材是冰糖果木,进行旋切处理而成;所述的芯板和面板之间涂覆面板胶黏剂,所述的面板胶黏剂构成比较复杂,原料比例为E0脲醛树脂胶 : 面粉=1 : 0.5。
在本方法中,芯板胶黏剂和面板胶黏剂中的E0脲醛树脂胶均采用固含量50~55%、PH7.5~8.0的E0脲醛树脂胶,填充剂使用面粉,固化剂使用氯化铵,染色剂使用铁红粉。
所述芯板胶黏剂和面板胶黏剂中的E0脲醛树脂胶构成原料比较多,比例为甲醛:尿素:三聚氰胺:促进剂Z-1:聚乙烯醇20-99=1:0.725:0.025:0.025:0.03。
所述的单板的厚度为2.0mm、含水率为10~12%。
所述的面板的厚度为0.35mm、含水率为12~18%。
3扇叶制备方法
制造纯桉木扇叶板的方法,主要分为以下几个步骤:
步骤一,选择好的桉树原木,通过旋切加工为单板,之后再进行干燥处理,将单板的含水率控制在10%左右;然后对单板进行分选、整理,即将每三块相似尺寸规格的单板分为一组;
步骤二,在每一组单板中的两两单板之间施芯板胶黏剂,制成芯板坯板,静置1个小时;
步骤三,静置完成的芯板坯板要进行冷压处理;需要控制好冷压的参数,将温度、压力、时间分别设置为常温、12㎏/cm²、1个半小时;
步骤四,对冷压完成的芯板坯板进行修面,再进行热压处理;控制好热压的参数,将温度、压力、时间分别设置为110℃、14㎏/cm²、7min;
步骤五,对经过热压处理后的芯板坯板进行刮灰、砂光后,在芯板坯板的正背面分别施面板胶黏剂,并粘覆面板;再继续进行冷压和热压处理,完成后会得到扇叶半成品板;设置好二次冷压的参数,温度、压力、时间分别为常温、12㎏/cm²、10min;设置好二次热压的参数,温度、压力、时间分别为100℃、14㎏/cm²、2.5min;
步骤六,对扇叶半成品板进行加工处理,就可以得到扇叶成品板。
所述的芯板胶黏剂和面板胶黏剂要提前准备好。
4.制作要点
4.1芯板胶黏剂的比例
图1为纯桉木扇叶板结构示意图,
本小节对芯板胶黏剂进行描述,芯板胶黏剂成分比较多,而且各成分比例不同,要进行合理设置。明确芯板胶黏剂比例,按照要求制作,保证满足使用要求,将芯板和面板粘结起来,具有较强稳固性。
4.2单板要点
在图1中,1-芯板,2-面板。单板的厚度为2.0mm(厚度差≤0.05mm,不能有树皮)、并且含水率控制在10~12%之间。面板的厚度为0.35mm(厚度差≤0.02mm,无孔、无腐朽、无霉变、无夹皮)、含水率控制在12~18%之间。本小节对单板要点进行描述,如图1所示包括面板和芯板,面板处于外部,芯板则位于内部,对厚度、材质等提出了明确要求,为生产开展提供参考依据。
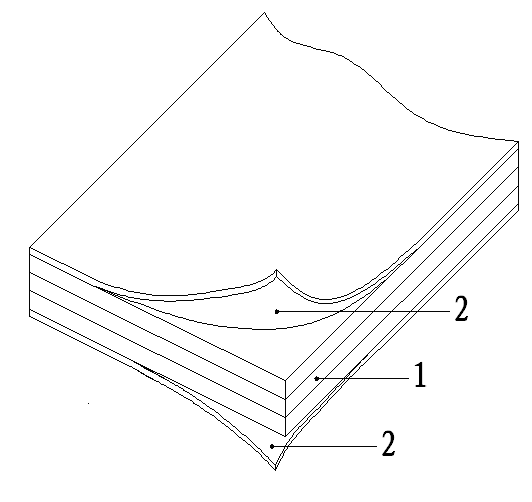
图1 本方法一实施例的结构示意图

图2 是本方法一实施例中制造工艺流程图
5纯桉木扇叶板制作的优化对策
本文选用的原料是桉木,具有质地坚硬、密实等特点,可以满足实际需求,用来代替传统的金属材质和塑料材质的扇叶。在制造扇叶的时候,不能使用桉树原木,需要进行一定处理才可以,首先将桉树原木切成单板,这样做可以解除木材的内应力。其次将单板施胶后按奇数对称性原则进行叠板组坯,再进行热压处理,会制成板芯,可以有效防止木材的变形、开裂。最后在芯板两面覆以面板;面板采用冰糖果木旋切而成,和其它木材比较而言,优势明显,主要体现在纤维抗拉强度高、弹性模量大,将其用于面板的制作,保证扇叶板具有足够大的刚度,防止发生变形,即使经过长时间使用,也不会发生挠曲变形。
采用E0脲醛树脂胶作为粘合剂。
采用芯板和面板分别配胶工艺。
采用两次冷压、两次热压成型工艺,提高板材的强度、刚度和尺寸稳定性。
结论
本方法所获得的各项物理性能:经过上述热压加工后,经检测横向静曲强度15Mpa,纵向静曲强度50 Mpa;横向弹性模量2500 Mpa,纵向弹性模量6000 Mpa;胶合强度0.8Mp,甲醛释放量为0.4mg/L,性能优异达到室内使用性能要求。
参考文献:
[1] 吕斌,张玉萍. 我国饰面人造板行业发展现状与趋势[J]. 中国人造板, 2017, 24(2):1-3
[2] 常亮,陈福德. 人造板用聚氯乙烯装饰薄膜应用现状及展望[J]. 中国人造板, 2019, 26(4)1-4
作者简介:杨炳奇(1978-),男,壮族,广西龙州人,本科,助理工程师,研究方向为:林业工程。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



