中国石油哈尔滨石化分公司仪电车间
摘 要::介绍Honeywell TPS3000系统CL程序时序控制使用和针对脱硫装置除雾器冲洗改造组态过程,子程序使用技巧。
关键词:Honeywell TPS3000 CL程序
前言
Honeywell TPS3000系统是1995年Honeywell公司推出的第四代集散控制系统,是将之前TDC系统比较使用WINDOWS界面,具有友好的操作和组态界面,较低的硬件维护成本,具有更好的开放性,仍保持之前安全的工业网络能够提供更全面的解决方案。我公司煤代油装置采用TPS系统自2007年投用,期间多次扩容,一直保持平稳运行证明TPS系统的可靠性强,是DCS系统中典型代表。
CL程序及CL语言-Control Language控制语言,是TPS系统HPM控制器十分重要的控制功能,Honeywell在TPS系统上开发的高级编程语言,用于完成顺控程序和个性化控制策略,它可以实现复杂的控制算法,也可实现常规运算、连锁控制、顺序控制等。支持批量操作和连续控制策略,可以访问DCS系统所有参数和功能。
CL程序运行在HPM控制器或者APP里。CL源程序是文本型文件,文件的后缀是CL,需要编译成目标文件后才能被系统使用。
PM点即Prccess Module点,与CL程序绑定,操作CL程序的窗口,用于装载、调试、启动和监视CL程序的执行。PM点提供内部寄存器供程序使用。的内部寄存器包括127个标志量寄存器、80个实数寄存器、4个时间寄存器、16个字符串寄存器。
动力车间燃煤锅炉除雾器冲洗装置两套各分为三层控制单元,共18台控制电动执行机构,根据工艺要求时序动作。原控制方案2小时工艺人员手动启动一次冲洗逻辑程序,工艺人员时常忘记启动或停止冲洗逻辑控制,或者造成脱硫塔液位偏高严重影响脱硫塔烟气指标。而且根据脱硫塔厂家给出的冲洗执行方案时序更加复杂,原逻辑程序已无法满足工艺要求。
依据厂家给出的控制方案,“自动”冲洗功能投入运行→“Z”控制程序→“Y”控制程序→“X”控制程序→间隔“0.5小时” →“X”控制程序→间隔“0.5小时” →“Y”控制程序→“X”控制程序→间隔“0.5小时” →“Z”控制程序→“X”控制程序→间隔“0.5小时” → “Y”控制程序→“X”控制程序→间隔“0.5小时” →“X”控制程序→间隔“0.5小时”→“Z”控制程序→“Y”控制程序→“X”控制程序…
“X”控制程序:
开启“一级除雾器下层冲洗A”→“一级除雾器下层冲洗A”开到位→计时“15秒”→关闭“一级除雾器下层冲洗A” → “一级除雾器下层冲洗A”关到位→开启“一级除雾器下层冲洗B”→“一级除雾器下层冲洗B”开到位→计时“15秒”→关闭“一级除雾器下层冲洗B” → “一级除雾器下层冲洗B”关到位→开启“一级除雾器下层冲洗C”→“一级除雾器下层冲洗C”开到位→计时“15秒”→关闭“一级除雾器下层冲洗C” → “一级除雾器下层冲洗C”关到位。
“Y”控制程序:
开启“一级除雾器上层冲洗A”→“一级除雾器上层冲洗A”开到位→计时“15秒”→关闭“一级除雾器上层冲洗A” → “一级除雾器上层冲洗A”关到位→开启“一级除雾器上层冲洗B”→“一级除雾器上层冲洗B”开到位→计时“15秒”→关闭“一级除雾器上层冲洗B” → “一级除雾器上层冲洗B”关到位→开启“一级除雾器上层冲洗C”→“一级除雾器上层冲洗C”开到位→计时“15秒”→关闭“一级除雾器上层冲洗C” → “一级除雾器上层冲洗C”关到位。
“Z”控制程序:
开启“二级除雾器上层冲洗A”→“二级除雾器上层冲洗A”开到位→计时“15秒”→关闭“二级除雾器上层冲洗A” → “二级除雾器上层冲洗A”关到位→开启“二级除雾器上层冲洗B”→“二级除雾器上层冲洗B”开到位→计时“15秒”→关闭“二级除雾器上层冲洗B” → “二级除雾器上层冲洗B”关到位→开启“二级除雾器上层冲洗C”→“二级除雾器上层冲洗C”开到位→计时“15秒”→关闭“二级除雾器上层冲洗C” → “二级除雾器上层冲洗C”关到位。
动力媒代油DCS系统采用Honeywell TPS3000系统,使用该系统HPM Process Module(PM)CL程序点可满足设备复杂时序控制,公司PSA装置解析塔就采用Process Module(PM)CL程序点实现时序生产控制。
CL程序: CL-Control Language控制语言
特点:支持批量操作和连续控制策略,可以访问DCS系统所有参数和功能。
PM点:Prccess Module点操作CL程序的窗口,用于装载、调试、启动和监视CL程序的执行。
根据要求分别编写X、Y、Z三个子程序,主程序分时调用子程序来完成整个控制。编写CL程序如下:
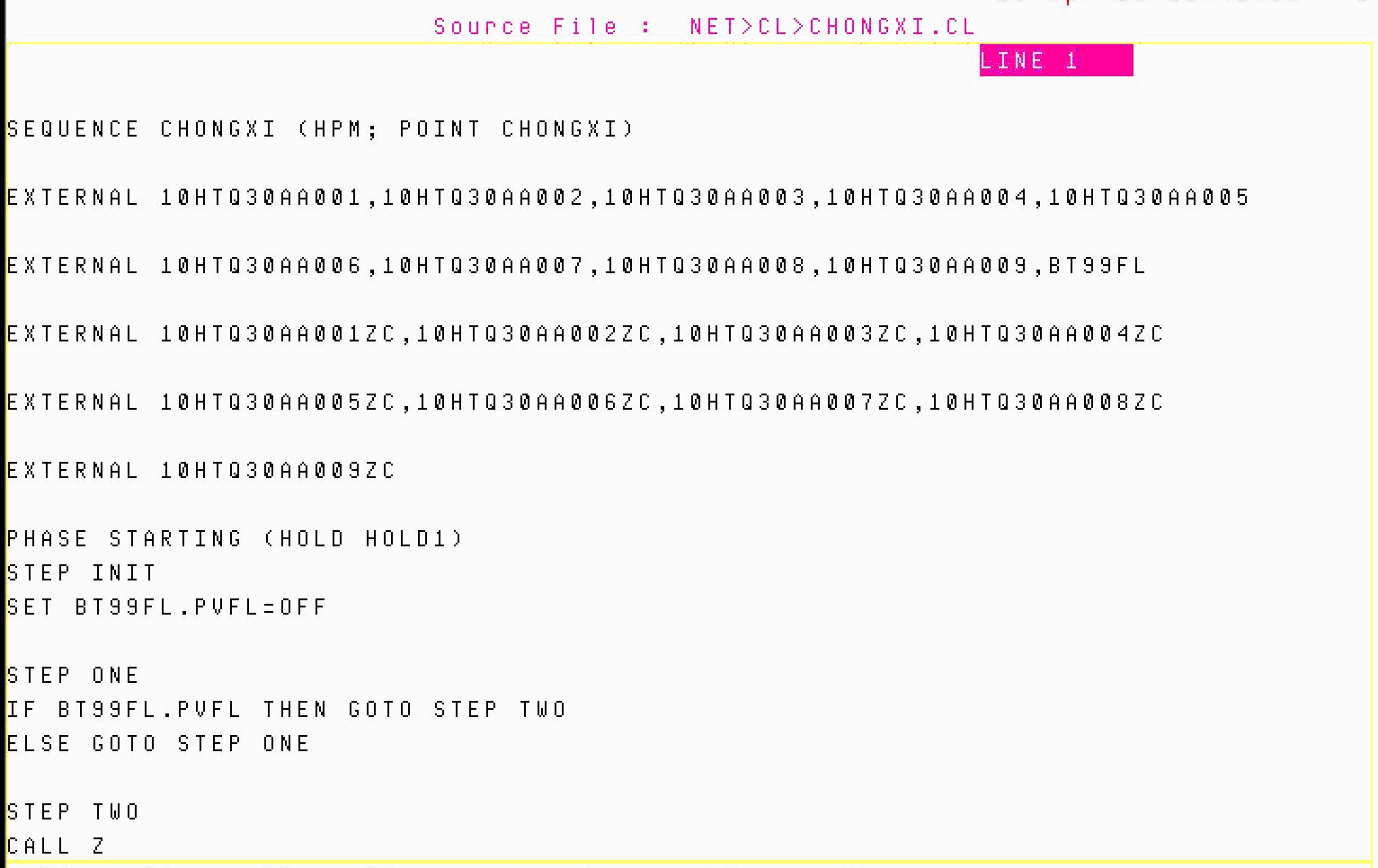
(CL程序主程序部分)
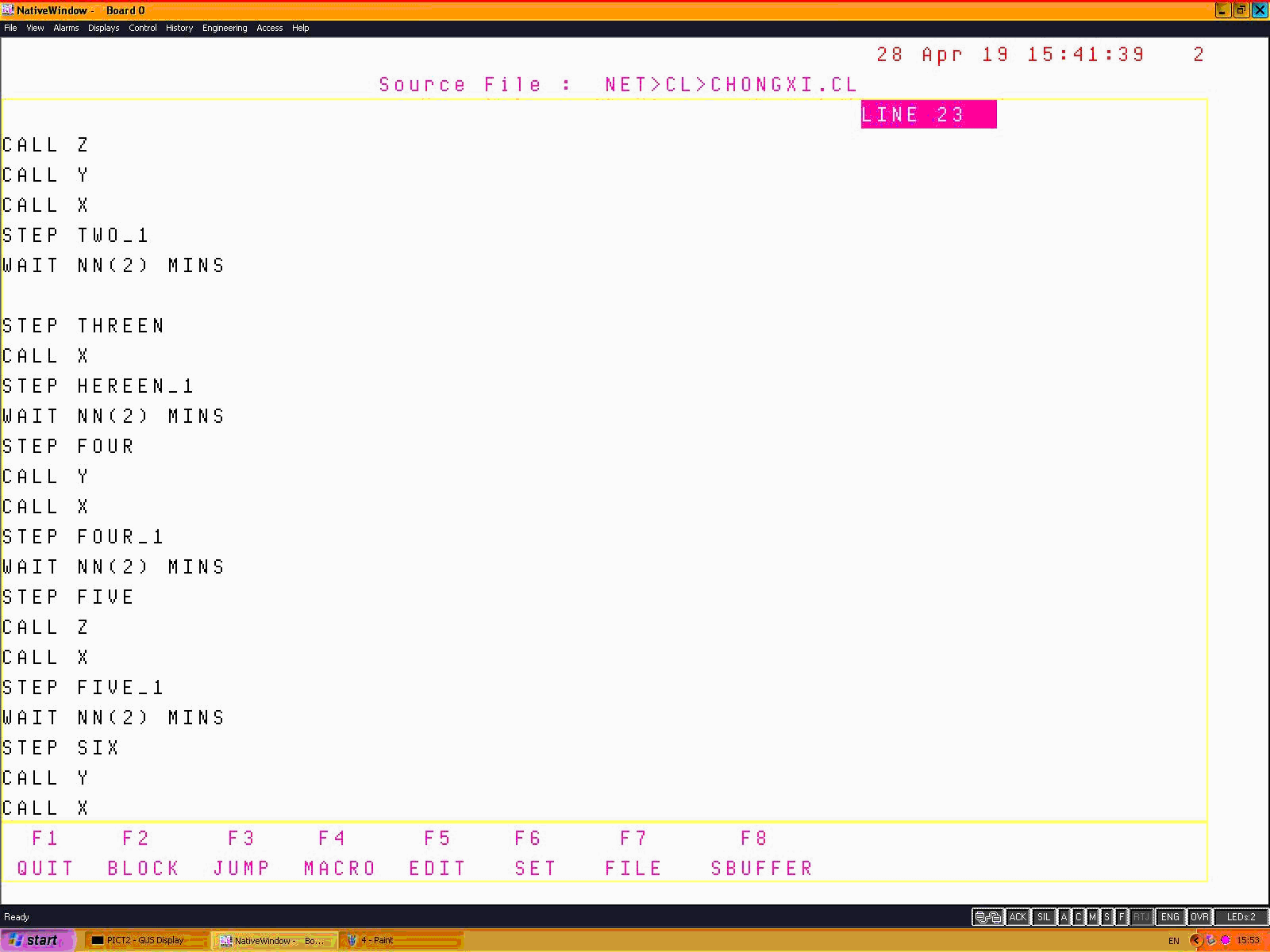
(CL程序主程序部分)
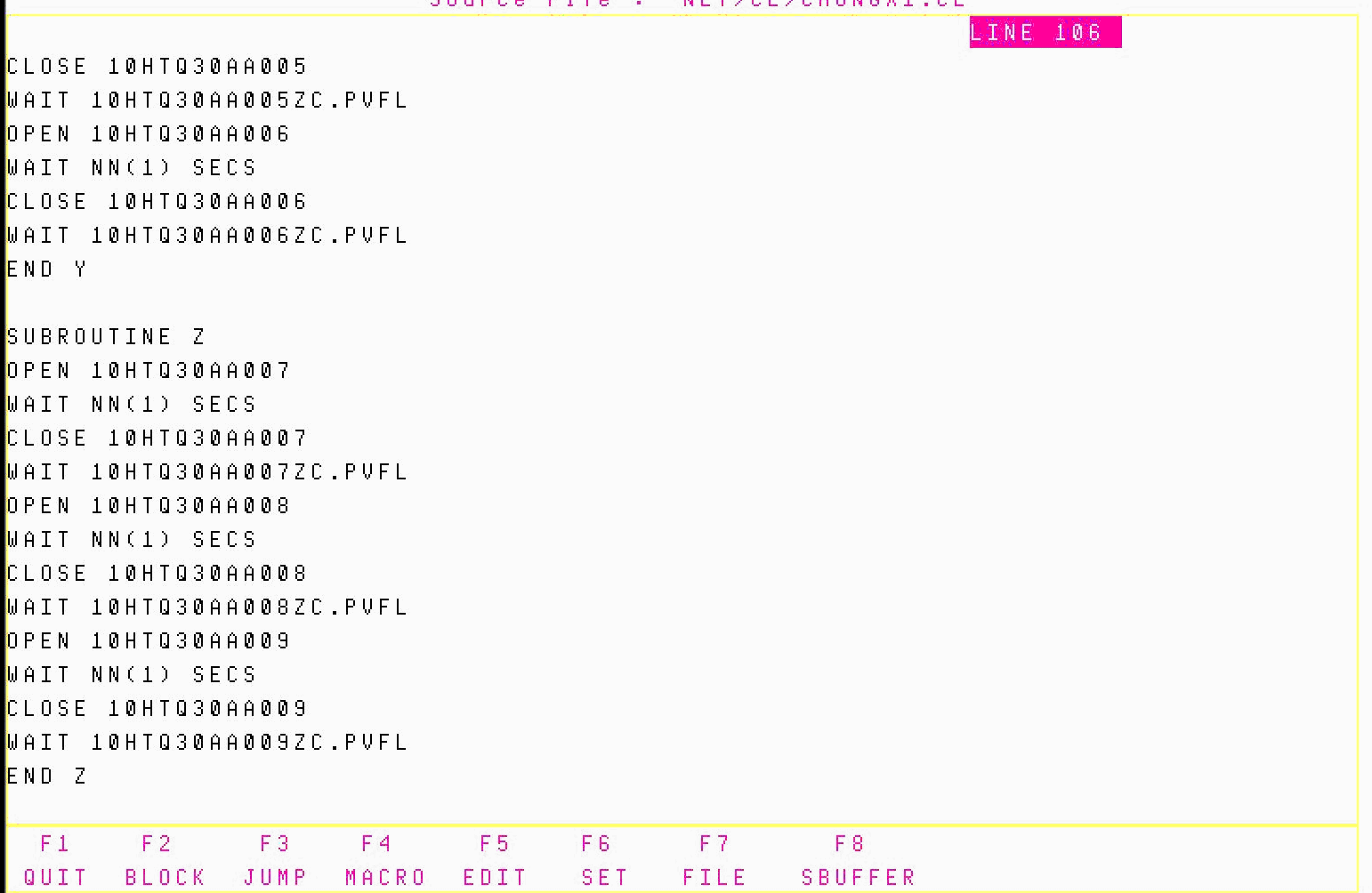
(部分CL子程序)
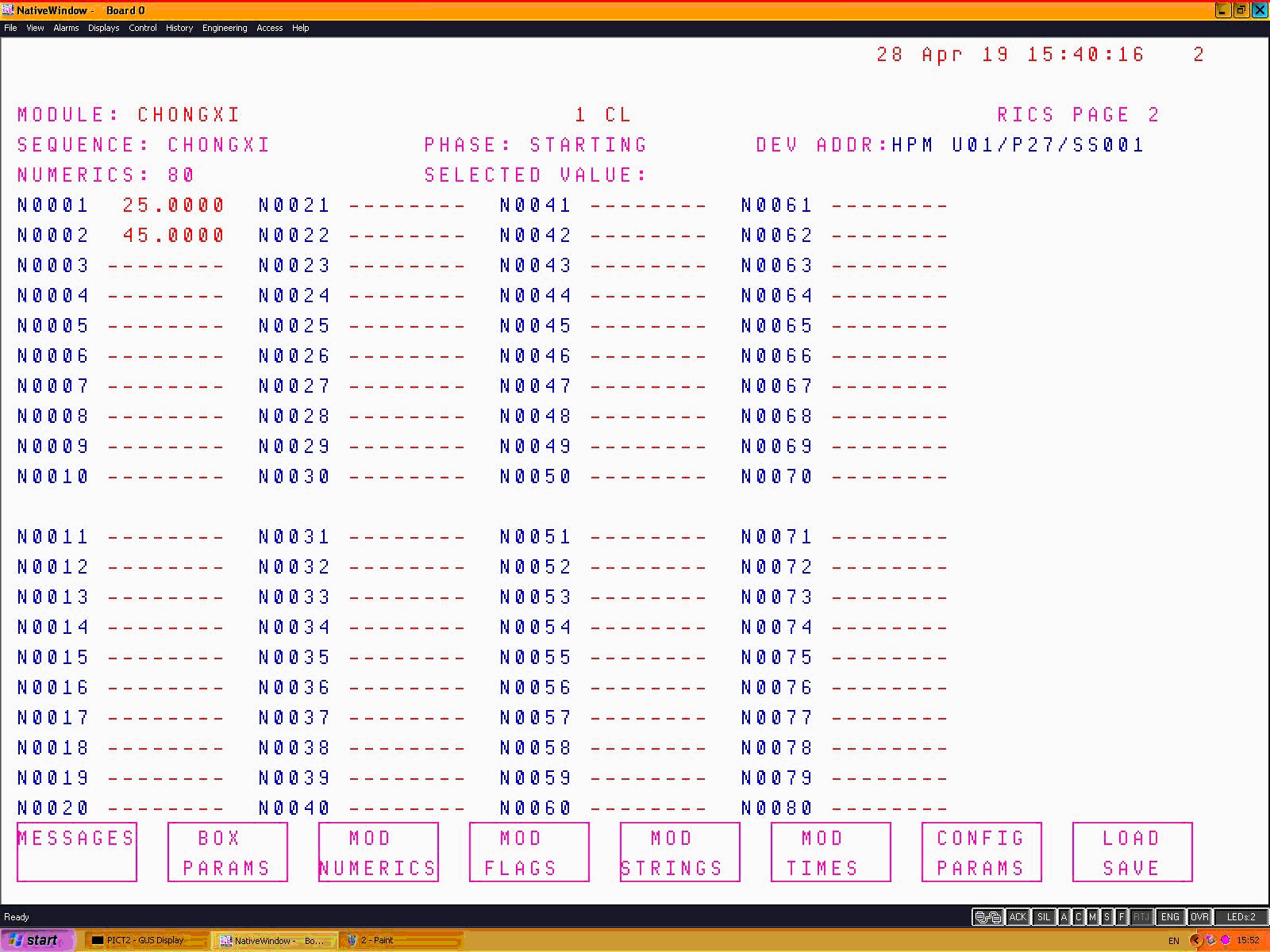
PM点数字变量调整冲洗时序程序时间
总结:程序编写编译下装及调试耗时2周时间完成,共两个CL程序,每个程序编写110行执行语句,其中加入NN MOD实数寄存器,工艺人员根据需要在PM点中修改寄存器NN(1)、NN(2)调整开阀时间和间隔等待时间,更一步完善时序控制。经半个月投运程序已经满足工艺生产要求,工艺人员不用每天定时启动控制逻辑,根据脱硫塔液位修改冲洗时间,大大降低劳动强度,提高设备运行安全性。
[参考文献] HONEYWELL TPS中文参考手册

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



