飞马智科信息技术股份有限公司,安徽马鞍山 243000
摘要: 加热炉炉温控制系统属于多时变的、存在物理耦合的、本质非线性的复杂系统,传统的基于滞后反馈的控制律无法平衡炉温检测与炉温调控之间的时间同步关系,容易造成整个加热炉炉温调控系统的温度非线性波动、间歇性振荡,引起炉温调控器的参数变化。提出基于改进PID串级控制的加热炉炉温控制方法,通过实际验证得知,采用改进算法进行加热炉炉温调控,能够有效提高调控系统的实时性与鲁棒性,符合新形势下对加热炉炉温调控的实际需求。
关键词: PID 串级控制 加热炉炉温
加热炉燃烧系统的检测与控制采用现场一次检测仪表和PLC控制系统相结合的方式,完成加热炉燃烧系统的温度、压力、流量及水系统水温、水压、水流量等参数的检测,并对加热炉的炉压、炉温、空燃比及相关的保护措施等项目进行自动控制。由计算机系统的操作站监视全部生产过程,保证加热炉节能、高效、安全、稳定运行。
加热炉采用三段供热的温度制度,设置一加热段上、一加热段下、二加热段上、二加热段下、均热段上、均热段下共6个燃烧控制区。加热炉采用混合煤气为燃料,燃料热值为2300x4.18kJ/m3。加热炉设两台助燃风机,正常生产时一用一备。助燃空气经烟道中的空气换热器预热后供给加热炉燃烧系统。煤气经烟道中的煤气换热器预热后供给加热炉燃烧系统。
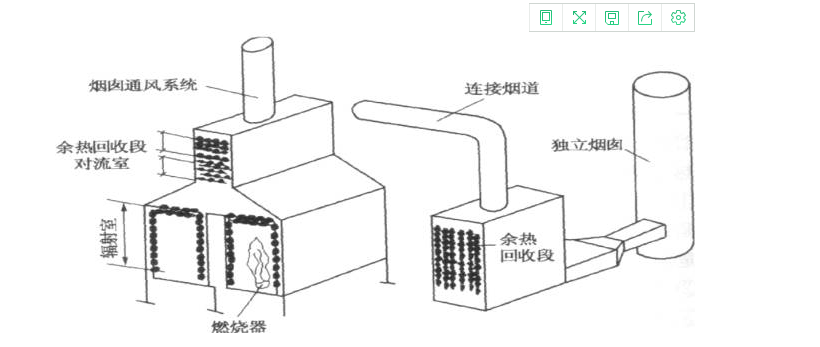
利用燃料在炉膛内燃烧时产生的高温火焰与烟气作为热源,来加热炉内的物料,使其达到规定的工艺温度。燃料从燃烧器喷出燃烧,产生高温火焰和高温烟气,高温火焰通过辐射将热量传给辐射室内的炉管,进而传给路管内的介质。高温烟气由于烟囱的抽力或引风机的作用向上进入加热炉的对流室,通过对流的方式将热量传给对流室内的炉管,进而传给炉管内的介质。
炉温测量采用S型热电偶,各控制段设有二个炉温测量点,其中一个用于控制,一个用于监视,通过CRT上的软操作开关可选择其中任意一个作为控制用的热电偶,断偶时可自动切换到另一只热电偶,并断偶报警。断偶切换时,不影响温度设定和燃烧控制。
各控制段炉温控制采用二种集中操作方式:PLC自动方式(操作员调用温度设定值组或输入各段炉温给定值)、PLC手动方式(操作员直接输入煤气、空气流量或直接设定阀门开度)。
炉温控制输出设有上、下限制,防止输出过剩或过少的燃烧量。
煤气和燃烧空气流量采用动态双交叉限幅方式的PID自动控制,实现加热炉的稳定燃烧。动态双交叉限幅方式根据燃烧过程中流量控制偏差动态调整限幅,使煤气、空气回路有更快响应速度(见图)。该控制方法可以大大改善系统的响应速度,又保证了动态空燃比准确。
煤气和燃烧空气流量孔板测量值采用α(Q)值、温度、压力补正方式。
串级PID控制有主、副两个控制回路,如图所示,主控回路控制温度及副PID函数块。
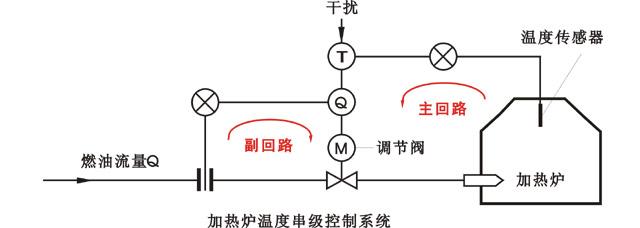
用于马钢某煤气燃烧炉的温度控制。从图知,它用了两个PID函数块,主PID函数块(控制温度)及副PID函数块(控制流量)。主PID函数块T反馈输入信号为“给定温度”,按加热炉的温度要求选定。主PID函数块控制输出为燃气“给定流量”用它作副回路的给定值。
副PID函数块G反馈输入信号为“实际流置”,它是把检测到的燃气管道中的流量,经输入转换得来的。主PID函数块控制输出给“给定流量”,即为副PID的设定值。副函数块的控制输出,经输出转换,加载给调节阀,以确保有合适流量的燃气流入加热炉。
从PID函数控制原理可知,当加热炉“实际温度”低于“给定温度”时,主PID函数块控制输出的“给定流量”将增加。即副PID函数块的给定流量增加。如这时实际流量未变化,则流量偏差增大。经副PID函数块调节,将增大对调节阀的控制输出,使阀门开大,进而增加煤气流量。
显然,燃气流量增加,将使加热炉温度上升,即实现对温度的调节。这里由于可使所控制的炉温免受或少受燃气压力波动的干扰,从而提高系统的控制品质。
本文以加热炉控制系统为研究对象,应用过程控制理论以及仿真技术、计算机远程控制、组态软件,设计了加热炉温度流量串级控制系统。通过对理论设计的控制方案进行仿真,得到较好的响应曲线,为实际控制系统的实现提供先决条件。其次,在现场调试,组建现场仪表过程控制系统,通过参数整定,得到较好现场控制效果。再次,实现串级PID控制算法。通过PDA现场抓录的曲线表明所设计的控制系统响应速度快、控制精度高、具有较好的动态特性。
《过程控制》 金以慧 方崇智 清华大学出版社
《自动控制原理》 王军 重庆大学出版社
《过程控制仪表》 徐春山 冶金工业出版社
《轧钢加热基础知识》 杨宗山 冶金工业出版社
《加热炉》 蔡乔方 冶金工业出版社

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号




