河南中裕燃气工程设计有限公司 河南 郑州 450000
摘 要: 编者关注到燃气公司工程技术人员、市场开发人员等对天然气用于切割类用户的接触较少,对于该类用户的相关技术及运行方式了解较少,相关规范知识较为匮乏,其中对该类用户的原理性知识的空白尤为突出,针对该类用户涉及到的燃料、相关设备、相关工艺及外部环境安全注意事项,本文给出了较为清晰的叙述,给有意向了解天然气切割用户的工程技术人员提供参考。
关键词:天然气;切割;工艺
360翻译字数限制为5000字符,超过5000字符的内容将不会被翻译
ABSRTACT: The editor is concerned that the engineering technicians and market developers of the gas company have less contact with the users who use natural gas for cutting, and have less understanding of the relevant technology and operation mode of the users, the related standard knowledge is relatively deficient, especially the blank of the principle knowledge about this kind of user, the matters needing attention of fuel, related equipment, related technology and external environment safety for this kind of user, in this paper, a relatively clear description is given, which provides a reference for engineers and technicians interested in understanding natural gas cutting users.
Keywords: Natural Gas; cutting; process
1 概述
天然气切割指利用氧-天然气火焰将被切割的金属加热到能够剧烈燃烧的温度,再释放出高压氧气流,使金属进一步剧烈氧化燃烧,并将产生的熔渣吹掉形成切口的过程。切割过程为:利用氧-天然气火焰将金属工件切割处加热到金属燃烧点。然后打开高压氧气阀,高速氧气流由割炬高压氧气管经割嘴内嘴喷出,使已加热的部位燃烧,生成的熔渣被高速氧气流吹走。二氧化碳气流喷出,使切割处快速冷却,达到切面平整光滑的效果。由于天然气的燃烧温度一般低于3000℃,因此要在天然气中添加增效剂,以提高燃烧温度达到切割效果。
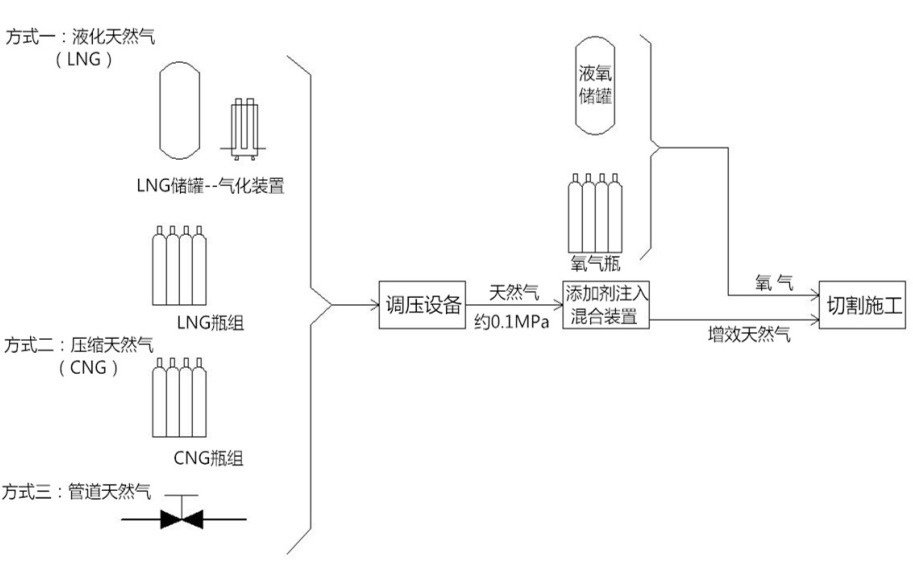 根据天然气切割工艺及流程,主要涉及的设备及材料分为以下几个部分:气源(天然气(LNG、CNG),增效剂);设备(燃气管道及附属设备、天然气与增效剂混合配比柜、切割咀);适用对象(钢板切割、窑炉加热、铜管焊接、蓄电池铅焊接、玻璃工艺燃气加热 )。
根据天然气切割工艺及流程,主要涉及的设备及材料分为以下几个部分:气源(天然气(LNG、CNG),增效剂);设备(燃气管道及附属设备、天然气与增效剂混合配比柜、切割咀);适用对象(钢板切割、窑炉加热、铜管焊接、蓄电池铅焊接、玻璃工艺燃气加热 )。
2 气源
2.1 主燃料
燃气切割主要使用的燃烧主燃料有天然气、丙烷、乙炔,三者主要指标参数见下表:
以切割20mm厚A3钢板为例:
项目 | 天然气 | 丙烷 | 乙炔燃气 |
火焰温度℃ | 2540 | 2520 | 3150 |
预热时间s | 8-10 | 13 | 11 |
切割速度mm/min | 345 | 362 | 371 |
燃气耗量g/m | 36.2 | 30.4 | 16.4 |
耗氧量g/m | 240 | 180.3 | 147 |
从上表参数可知,天然气与另外两种燃气相比,天然气有燃烧温度低、切割速度慢、耗气量较高、耗氧量较高的缺点,这些缺点也是限制天然气作为切割气的主要原因。因此乙炔、丙烷在行业内被普遍使用于气体燃烧切割。
但是由于乙炔的生产过程耗能高、污染重,并且在使用中安全性较差、成本高,所以丙烷替代乙炔切割的进展较为缓慢。由于丙烷等气体密度大于空气,不宜在封闭的场所使用,也影响了其推广。
天然气主要成分为甲烷(CH4),其热值为8500大卡/立方米,在空气中燃烧其理论燃烧温度可达到2300℃,想提高其热值只能就是提高天然气内部碳元素的足量燃烧、充分燃烧,只有这样才能提高天然气燃烧温度,使其在金属等切割中温度达到所需温度,从而替代乙炔。上世纪 80 年代,国外某些公司在天然气中添加了增效剂,使燃气温度达到 3000 ℃以上,天然气开始逐步应用到燃气切割技术中。添加了增效剂的天然气混合切割气与乙炔、丙烷的参数对比如下:
以切割20mm厚A3钢板为例
项目 | 某天然气混合切割气 | 丙烷 | 乙炔燃气 |
火焰温度℃ | 3300 | 2520 | 3150 |
预热时间s | 5-6 | 13 | 11 |
切割速度mm/min | 436 | 362 | 371 |
燃气耗量g/m | 9.5 | 30.4 | 16.4 |
气种/混合切割气耗量比 | 1 | 3.2 | 1.72 |
耗氧量g/m | 153 | 180.3 | 147 |
气种耗氧量/混合切割气耗氧量比 | 1 | 1.18 | 0.97 |
2.2 增效剂
定义:增效剂为能够完全溶解于天然气中并作为引发剂的混合物。这些引发剂能够在天然气燃烧过程中作为燃速调节剂和除烟剂,具有提高燃速和消烟的作用,由此产生更高的火焰温度,以提高效率。
天然气增效剂为液体、易燃品、无毒、无腐蚀、容易挥发的化合物,具有助燃、阻聚、裂化、催化等特殊功效。增效剂按照0.3%-0.5%的比例加入到天然气中,达到增加天然气燃烧性能的目的。
增效剂的增效原理如下:增效剂进入燃烧气后均匀扩散,形成特定的氢氧原子团,氢氧原子团在燃烧过程中对燃气有优化重组作用,改善燃气的燃烧性能,从而提高热效率,增加火焰温度。增效剂还要求热稳定性高,能达到相互完全溶解、不游离、不分层、应充分的混合,不会随着时间的延长而分解或分离,状态稳定持久,扩散均匀,随同燃烧气均匀气化,激活主体介质迅速燃烧,释放出更高的热能。在氧气作用下,能使气体火焰温度可达3361℃,而且有预热时间短、切割速度快、切割面光滑平整,上缘无咬边,下缘无挂渣,清理简单易行,表面不会发生积碳和硬化等现象。
评价增效剂的效果好与否应以下列几项考究:
提高天然气的火焰温度达到3000度以上;
预热时间短、切割速度快、切割质量理想(无挂渣、飞溅、氧化层等现象);
可有效切割板材;
对燃气压力要求不高及燃气和氧气消耗小。
同时,天然气增效剂性能必须符合国家金属焊割气增效剂的相关要求和规定。完成同步汽化,对管道及阀门无堵塞和腐蚀。所以增效剂本身应具有以下特征指标:
1) 清澈透明,不能含有其他杂质或者非液体状态物;
2) 沸程指标,不能含有过度危险的组分,例如过氧化氢等 ,否则在运输和充装中,因摩擦撞击或者环境气温引起自然;
3) 不能含有游离水;
4) 腐蚀等级达到国家标准;
5) 与天然气有良好的配伍性;
6) 不能含有对人体健康呼吸或者皮肤有危害的组分
7)增效剂和天然气混合后的气体性质应符合国家规范《工业燃气 天然气为原料的增效燃气》HG/T 4987-2016的规定。
主要设备
3.1燃气管道及附属设备
3.1.1用气量的计算
根据最大数量的同时使用的切割枪计算燃气的用量,用每个切割枪的用气量(约0.5-1)乘以切割枪的数量。目前不建议再乘以任何的系数,这个数量一般甲方提供。
3.1.2管道的选择
根据规范及各个燃气公司常用的管道材质,埋地燃气管道建议选用PE管道,架空采用20#无缝钢管。末端应设置缓冲罐,缓冲罐出口阀门与切割枪连接应采用专用软管连接,软管应符合规范《气体焊接设备 焊接、切割和类似作业用橡胶软管》GB/T 2550-2016的要求。输送天然气的软管应采用橙色标识色标识。
3.1.3调压设施的选择
根据用气量和用气压力来选择用调压设备。根据目前入围集团公司的调压设备厂家,应选择的调压器型号为RTZ-50/0.4MF。
3.1.4计量设备的选择
由于单个切割枪的燃气用量并不大,建议计量设备选用超声波流量计或罗茨流量计;采用调压后计量,以使设备在小用气量时计量更精确。为节约成本可以采用单路计量,此类用户对燃气的持续不间断供气要求没有那么高,在流量计出现问题时,快速进行维修即可;若应城燃公司及用户要求,需双路计量,则可按照用户要求设置双路计量。调压设施和计量设备建议放置于燃气增效剂添加设备的上游,减少燃气增效剂对设备的影响(比如腐蚀、计量数据的分歧等)
3.3.6燃气报警装置
建议这一部分由电气自动化专业进行专门设计,报警器设置应参照规范《城镇燃气报警控制系统技术规程》(CJJ/T 146-2011)的相关规定进行设计
3.2 天然气与增效剂混合配比柜
增效剂与天然气的混合为物理混合,需要专用的自动控制混合设备,通长增效剂的添加比例为6-10克/立方米。 增效剂在管道里面不能残留液体,管道或者阀门无液体。必须使增效剂连续均匀的混合,不能直接滴入管道,也不能简单鼓泡混合,否则压力变化或者气温变化,使浓度不均匀。
天然气与增效剂混合配比柜(以下简称混配柜)内提前装入一定的增效剂,气体通过混合柜时使天然气与蓝火焰增效剂自动混合后,产生物理反应,提高天然气的燃烧值,使其达到增效节能效果,可直接使用。混配柜一般分为智能混配及无动力混配两种。
1. 智能混配设备
控制系统根据操作者设定的设备运行模式(手动或自动)输出信号到加药泵的动力系统――电磁驱动器,电磁驱动器往复移动,带动活塞往复运动,活塞向前运动时,产生油压使隔膜片产生弹性变形,排出隔膜片另一侧的药剂,活塞向后运动时,产生负压,迫使膈膜片反向弹性变形,吸入药剂,单向止逆阀,配合膜片的正反向变形吸排药剂,实现燃气加液混合工作。此类设备加药准确、计量精度高,全密闭工作无泄漏, 设备内部加液管路一开一备方便检修与维护。
以某厂家生产的设备为例,参数如下:
天然气气剂智能混合设备 | |||
设备名称: | 天然气气剂智能混合设备 | 型 号: | XXX |
工作压力: | 0.2Mpa | 介质容量: | 60L |
电 压: | 220V | 外形尺寸: | 550mm*440mm*910mm |
电 流: | 0.7A | 频 率: | 0-3000次/小时 |
管道预留接口: | DN20法兰 | 设备自重: | 100kg |
该类设备为液态类增效剂提前加入混合柜,气体通过混合柜后进行自动均匀混合,从而形成混合气,改善工业燃气的相关性能,达到预期目的。此类设备无需电能、而且操作简单安全易维修。但是只适用于切割产品品种较少,切割质量要求一般,工艺变化不大的工业企业。
天然气气剂无动力混合设备 | |||
设备名称 | 天然气气剂无动力混合设备 | 型号 | XXX |
规格 | 长1100mm 宽600mm 高1600mm 长1400mm 宽900mm 高1800mm | 材质 | 箱体为不锈钢材质 |
工作压力 | 0.06-0.4Mpa | 流量 | 75-400m³/h |
3.3燃气切割工具
切割工具主要分为手动切割和半自动切割机,随着社会的进步和科技的发展,越来越先进,切割功能也越来越强大。
大致切割机型结构主要有:仿形切割机,便携式数控切割机,悬臂式数控切割机,龙门数控切割机,台式数控切割机和专门用于钢管相贯线切割的相贯线数控切割机等,以上结构都可以利用火焰切割方式进行切割。
切割时应注意天然气切割时应该用天然气专用嘴,而不能使用其他气体割嘴,根据割件厚度选用对应的割炬和割嘴。
点火时,应先微开预热氧气调节旋钮,并以明火点燃,否则难以点燃。交替而缓调割炬燃气和预热氧调节旋钮,以增大供气量能率,直到以脱焰而非脱焰状态,且发生强呼啸声,能率便为较大值,并根据工件厚度和材质调定能率。
结论
从上文的数据分析和论述可以发现天然气切割燃烧后产生的是二氧化碳和水,不产生有毒有害物质,对操作工人无毒害,操作极为简单,安全。无黑烟,对空气无污染。天然气焊割气焊割气的价格低廉。可以采用管道供气,可以为用户节约钢瓶购置费和运输费,降低了用户的营运成本。天然气密度比空气轻,如遇泄露可以快速扩散,不会聚集于低洼处,而且天然气爆炸范围窄,不容易达到爆炸内浓度。
综上所述,天然气切割气成本低,环保,而且使用安全、技术成熟、收益高,可以为节能降耗工作做出积极贡献。
参考文献:
赵磊.燃气生产与应用.北京:机械工业出版社,2013.7.
马庆芳.实用热物理性质手册. 中国农业机械出版社,1986.1.
刘少平,刘党卫.气化潜热的估算.化工装备技术,1999.12:25-27
第 7 页 共 7 页

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



