浙江世纪华通车业有限公司 浙江绍兴 3123000
摘要:车灯是汽车建造过程中最基础的部分,在进行注塑成型车灯产品过程中较为常见问题是水丝缺陷。针对以上问题,本文对该现象的原因进行分析,提出相关的改革措施,应用于汽车车灯生产过程中,从而促进注塑车灯发展和进步。
关键词:注塑成型;表面质量;水丝;原因分析;解决措施
引言
汽车工业随着我国经济的迅速发展得到了良好的发展机会,人们对于汽车灯的质量要求也越来越高,因为汽车灯具的质量对行车安全有着重要的影响,灯具一定要符合国家的相关标准制定。不仅是在质量上还有在车灯的外观上也有显著的要求,塑料的特点是方便运输,具有一定的抗压能力,易于成型等优点,车灯的大部分是需要塑料来进行注塑成型的。注塑成型是一个动态的过程,对于模具结构、材料、设备、工艺参数都会产生一定的影响。
1水丝的类别
1.1材料含水量高
在进行水丝的注塑成型过程中,把未烘干的塑料粒子放入料筒。在高温过程中,可以对水分进行速溶。模具因为水汽的塑料与魔枪内壁会产生剧烈的摩擦,从而造成水汽的拉长产生丝状的现象(图1)

图1材料含水量高产生的水丝
如图所示,该水丝前端呈圆形状,可以从交口以扇形方式来进行扩散,并且形状较大会影响外观。产品质量不高无法进行生产工作,所以在进行注塑过程中需要对原材料进行烘干。
1.2由热分解产生的水丝
注塑成型的原理是指塑料在注塑机的料桶中进行加热,然后通过柱塞将容体到模具中进行成型。根据调查,70%来源于螺杆的剪切热而30%来源于料筒的加热丝。在进行高分子塑料受热过程中,会产生过分的分解就会产生图2所示的水丝。
注塑成型是指塑料先在注塑机的料筒中受热熔融。之后由螺杆(或柱塞)将熔体推挤到模具中成型的一种方法。通常认为,塑料受热的来源70%来自螺杆的剪切热,30%来自料筒加热丝。高分子塑料受热会过度分解,产生如图2所示的水丝。
图2热分解产生的水丝
该水丝比较密集并且是根根分明的,针对以上情况,来进行相关成因的分析,并且提出解决方案。(1)正是由于温度过高从而导致材料的过分热分解从而导致该水丝的产生,对工艺参数没有进行合理地设置,模温机设置具有差异性。还有一种原因是熔体在料筒中压力过大,射出速度过快导致螺杆旋转过快造成位置偏差,从而产生如图2所示的水丝现象产生。根据以上情况,需要对工艺参数进行适当的整改。(2)设备本身出现了问题,导致升温过快从而造成了塑料加热过度现象。可以对设备进行检查,以温度为变量进行,分步骤的检测是否是因为设备温度过高从而进行修剪工作,降低机筒的温度。(3)炮筒选择方面,调整原料的停留时间避免造成分解过快。通常行业会要求一定的注塑过程中的产品和螺杆有一定的比例,最佳范围是25%~75%左右,但是大多数是20%~80%左右。(4)模具在清洗过程中对死角的清洗具有一定的缺陷,原料长时间的停留在死角会造成模具定位不匹配,在材料长期进行分解过程中,注塑过程会受到冲击。在模具的设计过程中要制定合适的半角喷嘴。
1.3由于固化的树脂流入产生水丝
正是由于固化过程中在进行冷却时会导致塑料流入产品,造成图4所示的水丝缺陷。该水司的主要特征是根部有块。形成原因和解决措施下列所示:(1)正是由于温度较低,导致塑化过程中材料没有及时的融化。(2)模具隔热过程中由于隔热层过后而导致塑料层带入模具中产生了水丝;在进行设计过程中,将隔热层的厚度需要进行改良对模具进行优化,消除死角,避免产生就是因模具而产生的缺陷。(3)对待相关参数没有进行合适的测量,导致时间过长压力增大,将冷料制作过程中出现缺失。所以需要对时间和压力进行调节,避免过度的保压。
1.4由空气卷入产生的水丝
如图3所示的水丝缺陷正是因为在生产过程中原料和空气产生化学反应,从而导致一根根的银丝光。

图3由空气卷入产生的水丝
在注塑过程中使用的塑料件产生水丝现象的主要原因和解决措施如下列所示:(1)在塑化生产过程中,由于背压设置过低,从而使燃料中的空气没有及时的排出。所以背压要设置为0.5-2.5MPa。(2)正是由于位置过大从而产生空隙导致空气的进入,所以在注塑成型时,为保证塑料的质量,对距离进行适当的调整。(3)由于拐角结构的设置不太合理,在料流在模具流动中阻碍了空气的排出。导致空气困于原始材料中,所以形成水丝。针对以上问题需要改变产品结构如图4所示,进行料流方向的改进从而促进空气的排出。
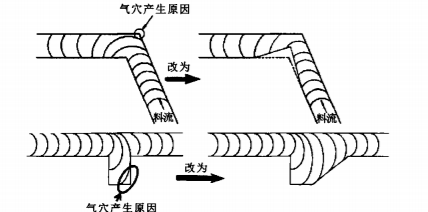
图4解决方案
(4)料流的流动过程中因内壁厚度过大从而导致料不能自然流动从而产生了水丝。为满足车灯的改造,汇兑车灯零部件进行花纹设计(如图8所示)。花纹的深浅也需要根据塑料的现状而进行分析,花纹需要有一定的审美,对于花纹的高度一般不许超过0.3m从而避免产生一些缺陷。在花纹的结构方面不能进行更改,但是可以对厚度进行削弱,从而促进料流的流动性。(5)正是由于交口位置或数量不合理以及模具设计不合理,从而导致排气无法进行。针对空气堵塞现象,需要对产品边缘部分进行改进,防止水丝的出现。但是根据排气不良所产生的水丝特征主要是有较明显的熔接痕,熔接痕附近存在水丝现象,其他部分没有。模具分型面缺乏必要的孔洞来进行排气工作,需要对堵塞和位置不好现象进行及时的修改促进空气流通。在模具的改进中,设置必要的排气口避免出现因位置不好产生的堵塞现象。
结束语
本文通过对各种因素而导致水丝现象进行分析,主要是对待温度方面需要进行改进,出现了缩痕现象需要对温度进行适当的调整,有时可能是温度太高,有时可能是温度过低。所以需要结合实践给出系统的解决方案,通过对工艺参数进行优化并且控制在合适的范围,对水丝产生原因和操作过程进行改进,从而依照相关原则得到一个切实有效解决水丝缺陷的方案。
参考文献:
[1]庄丽娟.注塑车灯用塑料产品常见水丝缺陷分析及解决措施[J].汽车零部件,2019(3):61-64.DOI:10.19466/j.cnki.1674-1986.2019.03.016.
[2]孙振杰,李彩风.汽车车灯结构及工艺优化设计研究[J].南方农机,2020,51(12):158.
[3]丁华锋.关于汽车车灯造型设计的分析[J].汽车博览,2020(3):165.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



