洛阳新普石化设备开发有限公司 河南省洛阳市 471000
摘要:本文以克拉玛依石化分公司的硫磺装置为例,在运行期间所出现的尾气焚烧炉熄火问题进行探究,通过相关人员的计算和研究认为熄火原因是由于设计燃烧器在运行过程中的实际数值和预计数值存在较大的偏差。由于燃烧器设计上有着明显的不足之处,本文对此针对硫磺装置尾气焚烧炉燃烧器进行分析并提出改进方案,并在后续的工作中取得了显著成果,因此对此进行阐释为其他相关领域工作者提供参考性意见。
关键词:硫磺装置;尾气燃烧炉;燃烧器;改进
装置概况
克拉玛依石化分公司1500t/a硫磺回收装置主要用于对污水和液化气脱硫中产生的酸性气体进行有效处理,所用的技术是相对先进的克劳斯法制硫技术和SCOT尾气处理法。SCOT装置吸收产生的尾气后进入焚烧焚烧后统一排放。克拉玛依石化分公司在使用硫磺装置器工作时由于SCOT不能和制硫环节同时开展,使得Claus尾气未经处理直接进入奥焚烧炉中导致尾气焚烧炉运行不畅最终导致焚烧炉熄火[1]。
装置运行后操作状况
硫磺回收装置在2005年开工,在开工后一个月左右的参数具体如表1,经过焚烧炉后的两个对比组尾气检测量如表2.
表1 硫磺回收装置操作参数
序号 | 操作参数 | 控制范围 | 实际 | 单位 |
1 | E-101出口温度 | 125—180 | 150 | ℃ |
2 | E-102出口温度 | 125—180 | 150 | ℃ |
3 | E-103出口温度 | 125—180 | 145 | ℃ |
4 | E-201烟气温度 | >380 | 365 | ℃ |
5 | 制硫炉F-101温度 | 900—1400 | 1100 | ℃ |
6 | 尾气炉F-201温度 | 500—800 | 经常出现熄火状况 | ℃ |
7 | 比值仪控制需氧量 | ±1之间 | 1.3 | ℃ |
8 | (R-1)一反床温温度 | 240—380 | 350 | ℃ |
9 | (R-2)一反床温温度 | 200—250 | 210 | ℃ |
通过表1d的数据经过研究人员发现能够得出结论:尾气焚烧炉经常出现熄火情况,频繁的熄火使得焚烧效果没有更好的发挥,尾气中的SO2和H2S严重超出正常标准,不仅对工人的身体健康和周边环境产生影响,同时也对硫磺装置的带来安全隐患。因此本文着重对尾气炉存在的问题进行分析[2]。
目前尾气炉存在问题及原因探究
尾气焚烧炉负荷过大、瓦斯燃料不足
在机器运行的过程中由于系统问题导致原设计的吸收氢气环节并没有工作,而尾气焚烧炉的进料是Claus尾气,实际尾气炉所承担的负荷远远大于计划符合,而瓦斯燃料的流量又无法支持正常运转,所以不能够满足实际尾气燃烧的能量。具体设备参数如表3。
表3尾气炉设备参数
状态 | 设备名称 | 流程编号 | 直径X长度 | 温度 | 进料量 | 停留时间 | 有效容积 |
mm | ℃ | M3/h | s | M3 | |||
设计 | 尾气焚烧炉 | F201 | 1400X3000 | 600 | 0.01 | 6.5 | 2350 |
实际 | 尾气焚烧炉 | F201 | 1400X3000 | 640 | 0.01 | 3.75 | 2350 |
尾气焚烧炉的实际进料和设计进料有着较大差距,焚烧炉产生的热量供应无法提供焚烧炉较为稳定的需求。通过相关技术人员经过计算可知原计划供热值为96300kcal/h,设计中所需要的热为69750kcal/h,能够看出供热量>了蓄热量导致设计上没有问题,而实际供热值是136250kcal/h,实际需要的热量为142640kcal/h,供热量<需热量,在没考虑其他散热的前提下供热已经远远不够。经过上述工作人员的数据计算尾气炉熄火的最主要也是最根本的原因是燃料气产生的热量不足,而实际进料大于设计进料,尾气的规划和实际中能够也相差甚远[3]。
燃烧器脱火
一方面由于燃烧器的开孔距离较小,燃烧料瓦斯流速较快使得火焰燃烧速度要慢于燃气速递,最终导致脱火情况出现。另一方面尾气会对瓦斯产生的火焰造成冲击,遮流板不能对火焰起到良好的保护作用最终导致熄炉。为了更好解决硫磺装置尾气焚烧炉燃烧器不足和脱火的情况需要采取针对性措施。
解决尾气燃烧炉问题有效策略
提高燃烧气流量
装置燃烧气系统提供的压力约为0.03MPa,因此为了更好的解决尾气焚烧炉熄火的情况就需要重点优化尾气燃烧器的结构。
为了增加燃料气量需要工作人员制定合理的燃烧器扩孔方案。将燃料气最大通过量从15m3/h扩大到30m3/h,最大供热由12X105kcal/h提高到25X105kcal/h,理论上的设计恩能够满足燃烧所需要的热量[4]。
燃烧器经过改造后进行应用和改造前对比有着明显的改变,但是使用的结果还不能够满足企业要求,部分尾气全部并入依旧不能保障尾气炉的稳定运转。因此需要重新核算进料的最大负荷并保持在进料负荷不便时将燃料气量提高25m3计算供热量为2095X105kcal/h,进料需要的热量为:420m3X105kcal/h。经过计算供热量大于所需量,因此能够保证不会出现脱火情况。
燃烧器脱火问题解决
减少燃烧器进入炉膛内的距离,计算出炉膛内线速:工作人员的设计值为:0.25m/s,实际数值为:0.385m/s。由于进料的增加使得线速也增加,进料增加一半则可能对燃点则增加一半。因此燃烧器在炉膛中的部分由141mm减少47mm,最后缩短为94mm,具体改造后如图1所示:
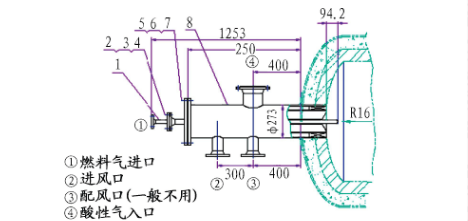
图1 改进后的燃烧器
酸性气体的出口上额外增加了环形挡圈。环形挡圈与最内圈和通风管相连接,最外圈的直径需要占据酸性气体直径的至少一半,此外在上面部分需要开通10道孔从而增加酸性气的受力面积,减少进料压降并避免火焰的破坏。经过约一星期的施工可以将上述三项全面的改造完毕[5]。
改造后的装置运行情况
改造实施后针对硫磺装置尾气焚烧炉的状况如表4所示:
表4 尾气炉参数
项目 | 配风量(m3/h) | 炉膛温度℃ | 尾气量(m3/h) | 燃烧气量(m3/h) |
数值 | 170 | 600—700 | 400—450 | 20—25 |
焚烧炉的出口尾气组成经过检验能够得出结论:焚烧炉排放的其他当中已经基本没有氯化氢的物质,并且良好的解决了尾气无法进入焚烧炉的情况,同时经过工作中不断地检验发现尾气进入焚烧炉后基本没有熄火的事故出现,因此说明此次工作人员对硫磺装置尾气焚烧炉燃烧器的改造良好的解决了如下问题:良好解决燃料气不足问题;解决脱火问题;解决了没有影响装置酸性处理问题[6]。通过一系列的实验对比发现此次焚烧炉改进总体而言较为完善,解决了工程难题,便于在未来的工作中更好的完成项目,同时也推动了工程效率最大程度保护了工人人身安全,对企业和对社会都发挥了贡献作用。
结语:经过针对克拉玛依石化分公司的硫磺装置为例针对尾气焚烧炉燃烧装置存在的问题进行分析并解决,结合数据的调查和实验最终解决了燃烧气不足、脱火以及酸性气的问题,更好的保障了公司的运行和发展,同时也为其他企业存在的情况提供了解决的方向。通过对燃烧器的创新优化能够更好的保护工作人员不受环境的侵害并对维护社会稳定起到了推进作用。在优化过程中工作人员也要不断学习新技术并引用设备,更好的推进燃烧器的改造。
参考文献:
[1] 葛晓强, 李荣, 于振东,等. 硫磺装置尾气焚烧炉燃烧器的改进[J]. 石油与天然气化工, 2006(03):244-246.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



