中石化股份天津分公司炼油部联合二车间 天津市 300270
摘要:简要介绍了天津石化公司炼油部1#柴油/航煤加氢装置和在用循环氢压缩机的主要概况,针对装置循环氢压缩机在运行过程中排气压力不断升高的问题,对几个可能的因素进行了分析排查,最终确定了引起压缩机排气压力升高的主要原因,并采取相应措施进行解决处理。
关键词:循环氢压缩机;排气压力;升高;原因分析;解决处理
1、概况
天津石化公司炼油部1#柴油加氢装置设计加工量为40万吨/年,以催化柴油为原料,生产合格柴油,由于装置建设比较早,设备老旧。该装置循环氢压缩机型号为2D20-8/74-94,结构为二列单级双作用对称平衡型往复式压缩机,由沈阳压缩机厂生产,1992年12月投入使用,主要作用是对高低分系统过来的循环氢进行提压,以保证反应系统有较高的氢分压。循环氢压缩机为连续运行设备,一用一备。压缩机运行主要参数见表1。
表1压缩机运行主要技术参数
项目 | 设计参数 | 项目 | 设计参数 |
介质 | 循环氢 | 温度 | 67℃ |
进气压力 | 7.3MPa | 容积流量 | 8.4m³/min |
排气压力 | 9.3MPa | 转速 | 371r/min |
2017年4月,装置进行改造,优化工艺流程,以常减压航煤为主要原料进行加氢精制,生产高品质的军用航煤,加工量保持不变,同时装置更名为1#柴油/航煤加氢装置。由于生产工艺变化,反应系统采取降压操作,循环氢压缩机的结构也有所改动,运行工况也发生变化,进气压力设计为2.0MPa,排气压力设计为2.4MPa。
2、循环氢压缩机排气压力高的现象
自2017年6月装置改造完成开工以来,循环氢压缩机运行稳定,但曾出现气阀倒气、填料泄漏等问题。自2019年春节前后开始,两台循环氢压缩机开始频繁出现问题,主要现象就是出口压力由原来的2.4Mpa逐渐上升至3.0MPa,排气温度由65℃上升至80℃以上,循氢量从5500m3/h降至4500m3/h,最低时降至4200m3/h,严重影响生产稳定。为了维持生产需要,两台机组频繁切换,并在切换后对备机的气阀和入口过滤器进行清洗检查,切换至备机后运行周期最长能够达到两个月,下半年运行周期逐渐缩短,最短时仅为一周。
3、原因分析
3.1系统氢气的影响
1#柴油/航煤加氢装置改造之后停用了原有的新氢压缩机,为了保证反应系统达到所需的氢油比,仍需要补充新氢,于是将新氢直接接入循环氢压缩机入口过滤器前,因此系统管网氢气的压力变化也是造成循环氢压缩机排气压力高的原因之一[1]。
3.2压缩机出口堵塞对排气压力的影响
除了入口压力对排气压力的影响外,还有压缩机出口后路不畅也会对排气压力高产生较大影响。经查询,反应系统压力并未有较大波动,基本处于稳定值,查阅资料并对现场设备及流程检查后总结出可能引起循环氢压缩机排气压力高的原因为[2]:
3.2.1压缩机排气缓冲罐堵塞
压缩机在运行过程中曾出现气阀倒气现象,检修发现介质较脏,在清洗入口过滤器时,发现除了有较多杂质外,还有少量液体,再加上填料、刮油环和支承环的运动磨损,很多杂质会随着压缩气体进入排气缓冲罐,由于机组排气压力大幅降低,可能造成排气缓冲罐出口堵塞。
3.1.2压缩机出口单向阀堵塞
压缩机出口单向阀是2008年大修时更新的,规格为DN100 PN100,型号为154F3D,由贺尔碧格制造,该单向阀在2017年装置改造时拆卸检查未发现问题。该单向阀阀体铭牌有提示,安装前需将管路吹扫干净,否则会影响正常使用,改造开工后循氢介质较脏,可能造成单向阀不能正常工作。
3.1.3压缩机出口阀无法全部打开
压缩机出口单向阀后设有两台长杆闸阀,三台阀两两法兰连接在一起,在压缩机运行状态,必须保证出口阀处于全部打开状态,如果阀门开度不够,就会产生出口堵塞的效果,随着压缩机运行,排气压力会逐渐升高。
3.1.4压缩机出口管路堵塞
两台压缩机出口阀后并联在一根管路上进入反应系统注氢点,管径为DN100*DN150,并联点以后有一块孔板,有压力和流量显示。
4、排查处理
4.1稳定循氢机入口压力
经过对前期系统管网氢气压力数据的查询发现,管网氢气压力的变化确实对循环氢压缩机排气压力产生了影响,但是新氢进装置后设置了控制阀,可以对进入系统的新氢量进行控制,也就是循环氢压缩机入口压力是可控的。即使是系统管网压力高的情况下,调节新氢量以保证压缩机入口压力恒定,压缩机出口压力也未有较大的改观。
4.2压缩机出口管线和管件排查
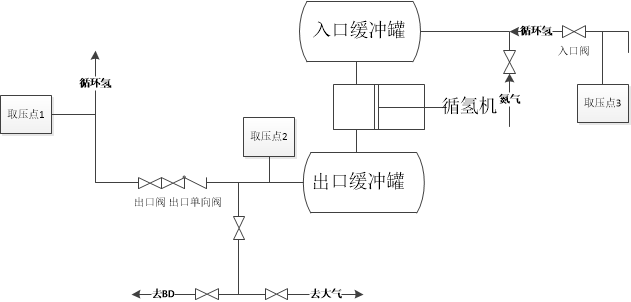
图1循环氢压缩机出入口管线示意图
4.2.1如图1所示,关闭压缩机出入口阀门,在压缩机入口向机体内引入氮气,机体内充压,观察取压点2仪表显示升压速度快,压力正常,打开压缩机出口去BD系统(火炬系统)阀门,压力迅速下降,结合机组运行过程中排气压力上升的速度,基本可以排除压缩机出口缓冲罐堵塞或不畅。
4.2.2将压缩机入口阀关闭,出口阀打开,通过盘站压力显示可以看出排气压力升高,说明出口单向阀不严,打开压缩机出口去BD系统阀门,观察机组出口流量显示有所下降,说明压缩机出口阀正常过量,结合机组运行过程中排气压力上升的速度,也可以排除出口阀未全开的可能。
4.2.3在压缩机正常运转过程中,采集各取压点的数值为:取压点1为2.44MPa,取压点2为3.0MPa,取压点3为1.9MPa。通过对比管路上取压点数值,可判断出后部管路压力正常,堵塞点主要集中在出口管线取压点的上游位置。
对备用机组的出口单向阀进行拆除时发现阀内积液严重,阀内结构附着大量黑色粉末状物质,但是由于出口单向阀与两台出口阀是直接连接的结构,不能将出口单向阀整体拆下进行检查清理,所以经过简单吹扫出口单向阀后继续投入使用时,循氢机排气压力在短时间内仍然会升高到2.8MPa以上。目前,已计划将出口单向阀与出口阀之间改为短节连接,以方便循氢机排气压力高时将出口单向阀整体拆下进行维修清理,保证机组可以长周期运行。
参考文献:
[1]张强.加氢裂化往复压缩机出口压力高的原因分析及改进措施[J].压缩机技术,2015,(6):57-61.
[2]王福利.压缩机组[M].北京:中国石化出版社,2019:116-117.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



