中车齐齐哈尔车辆有限公司 黑龙江齐齐哈尔 161002
摘要:常规的风电机舱罩多采用复合材料制成,具有重量轻、易成形等优点,但同时也存在着成本高、壳体易变形、材料无法回收利用等缺点。因此德阳东汽电站机械制造有限公司对风力发电机组机舱罩采用金属材料进行了优化设计。金属机舱罩设计采用内部骨架支撑、外部包裹薄板的形式,保证了机舱罩强度。
关键词:薄板;焊接变形;火焰矫正
1 引言
这种薄板焊接结构易出现波浪变形,如果火焰矫正方法使用不当,选择同厚板一样任意火烤捶打矫正,还会出现斑点状态的表面。金属机舱罩制作的难点在于如何有效控制焊接变形,因此生产过程中不仅需要正确的火焰矫正方法,也需要设计各类工装来保证精度。
2 薄板焊接变形的矫正方法
火焰圆点加热和线状加热产生残余的压缩塑性变形,使其弯曲的纵横纤维得到收缩,恢复至直线形,则薄板的波浪变形得到矫正。
(1)圆点加热法圆点加热法是火焰在构件上加热为圆点形面积的一种火焰矫正方法。在板件上加热一个圆点形面积,沿板厚温度分布,可构成圆柱体或圆锥体(即为加热体),如图1所示,其边界框架与未加热部分构成刚性固定,则加热体同两端刚性固定的钢棒加热冷却产生的变形与应力为同一个道理。加热体受边界框架的制约。当加热温度至200℃以上时,冷却后会沿加热体圆柱的径向产生残余的压缩塑性变形和应力,可使波浪变形减小。由加热体本身冷却受边界框架制约产生拉应力,边界框架以外产生压应力,形成新的应力平衡。
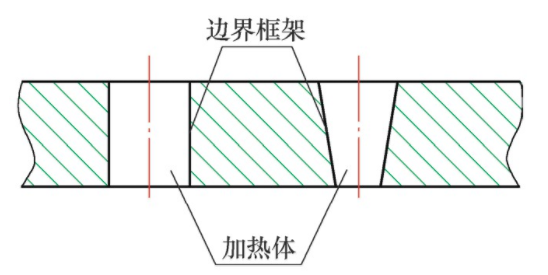
图1 圆点加热框架加热体
加热圆点的面积大小根据板厚决定,如薄板加热圆点直径取较大些,加热温度600℃以上屈服点较低,其热膨胀受边界框架的制约;若加热圆点选择凸向变形位置,则产生的挤压应力可分为切向应力和法向应力。切向应力使加热体产生压缩塑性变形,因加热体较薄易失稳。法向应力使加热体和边界框架凸起成疱状[1]。但如加热圆点直径过小,冷却后沿加热体圆柱径向产生残余的压缩塑性变形和应力也较小,因此火焰矫正的效果也不明显。经过长期的生产实践,总结出钢板的厚度与加热圆点直径的关系,见表1。
表1 板厚与加热圆点直径关系 下载原表(mm)
 1)锤击矫正法。将凸起处及凹陷处顶起或用工装施加外力使变形处成凸起状态,将火焰加热圆点锤击调平。加热圆点相互之间的距离为80~150mm。加热圆点顺序:先矫正凸起处,后矫正顶起或揪起的凹处。加热圆点温度控制在400~490℃,趁热使用大锤在加热圆点周边锤击至平为止,并同时喷水冷却。为减少锤伤可采用铜锤或垫平锤锤击。锤击矫正法操作简单,应用广泛,适用于修理板面质量要求不高的构件。板面易留下疤痕和表面坑凹不平。
1)锤击矫正法。将凸起处及凹陷处顶起或用工装施加外力使变形处成凸起状态,将火焰加热圆点锤击调平。加热圆点相互之间的距离为80~150mm。加热圆点顺序:先矫正凸起处,后矫正顶起或揪起的凹处。加热圆点温度控制在400~490℃,趁热使用大锤在加热圆点周边锤击至平为止,并同时喷水冷却。为减少锤伤可采用铜锤或垫平锤锤击。锤击矫正法操作简单,应用广泛,适用于修理板面质量要求不高的构件。板面易留下疤痕和表面坑凹不平。
2)板面调平定位矫正法。根据构件波浪变形的特点,使用平尺测量划出矫正范围。在矫正区域划出行格图和加热圆点面积。火焰加热前应将凹凸处加外力调平。凸起处压平,凹处顶成平面,使用平尺检测调平处方可按照事先划出的圆点进行加热。对调平处采用中性火焰,厚板用碳化火焰,加热调平处温度至400~490℃时立即喷水冷却。一般一次在行格内顶压,在一个平面内可调平几个圆点,然后加热、喷水冷却,再重新检测行格内平面度变化。一般情况下,原加外力将凸起调平加热冷却后,卸除外力不会反弹,仍保持加外力时调平的状态,即加热点定位于平面内。若将行格诸点逐个加外力调平后,同上述方法加热冷却,则所划的矫正范围内的波浪变形便会矫平。矫平效果不但能达到技术要求,而且矫正区域不留下锤疤和痕迹。
3)夹板矫正法。夹板夹持薄板使波浪变形被挤压恢复到原平面,则板内压应力也恢复到原压应力值,加热体上下周边框架挤压力加大,形成刚性框架。由于加热体热膨胀受边界框架的挤压,压缩塑性变形加大,则冷却下来残余压缩塑性变形也大,于是过加热点的纵横纤维缩短,使松弛的纤维被拉直,板面的波浪变形被矫平[3]。
使用带孔的具有足够刚度的平板作为胎具,将带有波浪变形的板件放在平台上压平波浪变形,或使用烤板夹胎将板件波浪变形夹平。然后通过胎具上的孔火焰加热,喷水冷却,将板件的波浪变形矫平。
(2)线状加热法线状加热法是火焰在构件上沿直线、曲线和环线的连续加热方法,被加热构件上的加热面积呈一条较窄的带状。
火焰在构件上加热线状同在构件上堆焊一条焊缝的焊接变形一样,有沿加热长度方向的纵向收缩变形、垂直于加热长度方向的横向收缩变形,以及以加热线为轴的角变形。在一块板厚为δ,长度为L,宽度为b的矩形钢板上,使用火焰烤枪沿板中心线呈线状纵向加热冷却,其中△1为纵向收缩量,△2为横向收缩量,α为角变形。
线状加热法其加热线越宽,在温度相同的条件下,产生的横向线性膨胀越大,则火焰矫正产生的压缩塑性变形就越大,火焰矫正效果也越好,但易引起板件局部翘曲变形。因此线状加热宽度应根据构件的变形情况和板厚选择。
1)直线加热。火焰在构件上沿直线的火焰矫正。火焰加热宽度较窄,加热速度较快。如果构件背部没有筋板,火焰加热宽度大,会引起构件局部翘曲变形,因此最好加热宽度≤15mm。
2)环形线加热。火焰在构件上一环套一环向前加热,加热宽度较大,加热体温度均匀,加热速度较直线加热速度慢。若加热体后面没有依托,加热线宽度≤40mm。
3)曲线加热。加热宽度较大,加热速度慢,适用于厚板火焰矫正加热。线状加热矫正构件弯曲变形加热应烤透。但火焰矫正角变形,不得烤透,通常加热深度为板厚的1/2~1/3。加热规范要控制稳定。
采用以上三种基本形式,还可组成其他形式的加热方法,如平行线法、网线法。线与线之间的距离为50~200mm之间,平行线法和网线法可构成局部或大面积加热。
3 结束语
1)通过实践得知,夹板矫正在薄板焊接变形的矫正法中是较麻烦的方法,但火焰矫正效果最佳。
2)火焰圆点加热产生纤维收缩变形的大小与火焰加热的面积成正比,也与加热点的分布有关。若加热点在x、y方向分布均匀,加热点面积相同,则在板面波浪变形区域形成行格分布,火焰矫正效果好。
3)钢结构在制造过程中,焊接变形是不可避免的,只有采取有效的方法、措施控制焊接变形,并对超出公差要求的焊接变形进行有效的矫正,才能在满足质量要求的同时,又满足经济性要求。
参考文献
[1] 王洪光.冷作钣金工工作手册[M].北京:化学工业出版社,2012.
[2] 袁超,姚明哲,李希勇,等.不锈钢地铁车辆底架制造工艺[J].金属加工(热加工),2017(16):29-31.
[3] 王纯祥.焊接工装夹具设计及应用[M].北京:化学工业出版社,2013.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



