沈阳新松机器人自动化股份有限公司 辽宁沈阳 110168
摘要:尺寸较小的薄壁铝制零件在生产过程中经常会遇到一个问题,就是零件在装夹、加工时产生的变形,使个别高精度的尺寸一次加工难以合格,部分工序加工效率低下,需通过增加工序进行重复加工实现,这样做会增加加工成本,影响零件的生产进度,因此,考虑对传统加工方法进行适当改进,以减少零件变形,提高生产加工质量及效率。
关键词:薄壁件、零件变形、高精度尺寸、一次合格率、加工效率
一、问题描述
轴承挡板加工大端面时,对平面度要求为0.008(见图1),按照传统工艺安排,需要通过磨工、钳工两道工序来保证平面度,且零件后续要进行硬质阳极化,保证表面美观,但实际加工中零件存在以下加工问题:
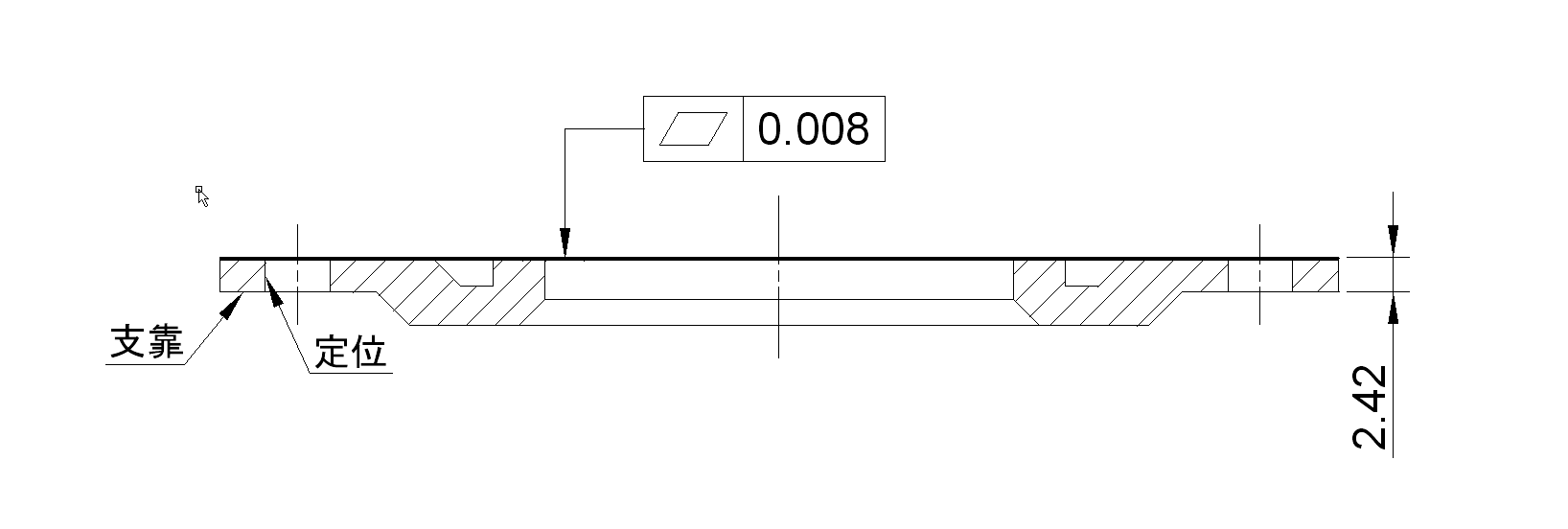
图1 轴承挡板
1.平面度难以达到:零件厚度较薄仅为2.42mm,磨工加工大端面时,零件受力会产生变形,无法保证平面度0.008的要求;
2.零件装夹变形:由于零件材质为铝,无法直接吸附在夹具上,且零件较薄,在装夹、固定过程中受力会产生变形,且每次装夹的方式、力度变化,均会对平面度产生影响,无法保证精密加工要求;
3.加工效率低下:由于磨工无法一次加工达到平面度0.008的要求,需要在后续进行钳工研磨以保证平面度,这会增加加工时间与成本,影响加工效率;
4.硬质阳极化质量差:零件表面在经过研磨后,研磨砂中的杂质会附着在零件端面上,影响后续硬质阳极化的效果。
二、原因分析
零件在磨工加工时,使用夹具固定零件,会导致零件局部受力发生变形,在磨削过程中,零件端面受力面积较大,易使零件在加工中产生变形,平面度0.008的要求无法达到;接下来在钳工加工时,需重复研磨大端面保证平面度0.008的要求,但在研磨过程中零件表面容易附着研磨砂、研磨液中的杂质,影响后续硬质阳极化效果。
综上可知,导致零件平面度难以达到要求、硬质阳极化效果差等加工问题的根本原因是:零件加工中容易产生变形,无法通过一次加工保证平面度0.008的要求。
解决方案
在加工试验的过程中,夹具定位先后采用中心定位零件,两处定位销定位零件,中心与角向销定位零件等方式;零件固定先后采用中心胀紧,胀紧后松压,松压,羊毛脂吸附等方式;刀具选用金刚石刀具;先后在VF-5、VCP710等设备上进行试加工。
经过现场的多次研究讨论与加工验证,最终总结出该问题的解决方案是:
在立式加工中心VCP710上使用金刚石铣刀铣削平面;
制作自制夹具(见图2),只用两个定位销对零件进行定位,过程中不对零件施加任何外力;
在自制夹具与零件的支靠面上均匀涂抹少量羊毛脂,利用两接触面间压紧后形成的真空吸力吸附住零件,达到零件的固定效果。
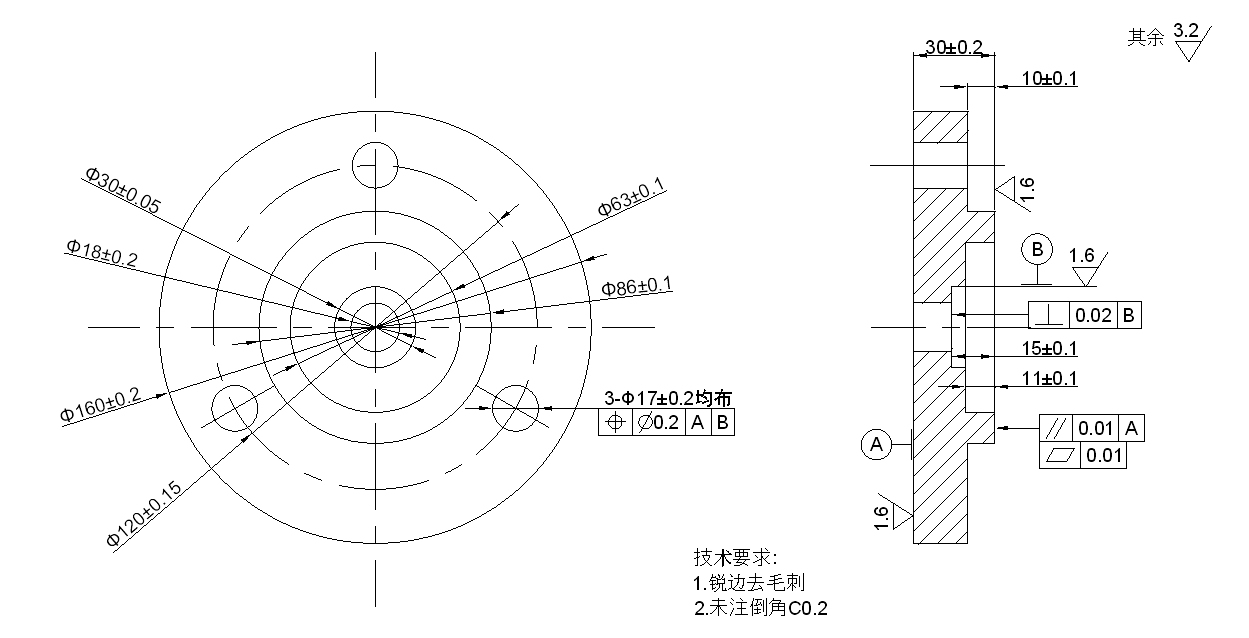
图2 自制夹具
该种方案的优点是:
将原来的普通磨削加工方式改为数控铣削加工,现在每个零件加工时间只需要3分钟,极大的减少了加工时间,提高加工效率;
加工刀具改为金刚石铣刀,摩擦系数降低,加工时变形小,可减小切削力,金刚石刀具切削刃锋利,对零件表面的加工质量提升很大,平面度0.008的要求可以通过一次加工达到;
在自制夹具与零件的支靠面上均匀涂抹少量羊毛脂,利用两接触面间形成的真空吸力吸附住零件,避免零件在装夹过程中产生变形,羊毛脂可以在不借助其他外力的作用下达到零件的固定效果,同时起到减震的作用,极大的减小了零件在加工中的变形;
取消了钳工研磨端面的内容,减少了转工等待时间,加工前准备时间及工序加工时间,同时避免了零件表面附着杂质的情况出现,提高了后续硬质阳极化的质量。
改进效果
经过多批次零件加工验证,对首末件及中间件的平面度进行计量,从计量结果(见表1)可以看到改进后的平面度均在0.008以内,且通过一次加工即可实现,保证了零件精度要求的同时,也提高了零件的表面质量;
将原有的磨、钳两序合并为一道数控加工序,零件本工序的加工时间从2小时缩短为3分钟,极大的缩短了零件的加工周期,提高了零件的加工效率;
零件依靠羊毛脂的粘性及按压时接触面间产生的真空状态牢牢地吸附在夹具表面,在基本不受外力作用的情况下进行加工,羊毛脂在加工中同时起到减震效果,最大限度的减小了由装夹、加工导致的变形;
由于取消了钳工研磨工序,零件表面在精加工后不再接触其他物质,在后续表面处理过程中,零件表面硬质阳极化的质量得到了提高。
批次 | 首件 | 中间件 | 末件 | 总数 | |
18-2 | 0.005 | 0.007 | 0.008 | 0.007 | 32 |
18-3 | 0.007 | 0.006 | 0.008 | 0.008 | 40 |
18-4 | 0.008 | 0.005 | 0.007 | 0.006 | 30 |
18-5 | 0.006 | 0.006 | 0.007 | 0.008 | 24 |
18-6 | 0.006 | 0.008 | 0.007 | 0.006 | 38 |
表1 平面度计量结果
综上所述,改用立式加工中心加工,使用金刚石铣刀,制作自制夹具,使用羊毛脂吸附零件等方式加工零件,从根本上解决了零件加工效率低,平面度磨削加工难合格,零件受力易变形,表面硬质阳极化质量差等问题,极大的提高了零件的加工质量,减少了加工时间,大幅度提高了加工效率,降低了生产成本。
结论
在数控设备上使用金刚石刀片加工零件的方法已越来越普遍,金刚石刀具加工可以极大的提高零件表面质量,减少零件加工变形,提高零件的加工效率;使用羊毛脂吸附此类薄壁易变形的小零件,给此种薄壁件的加工提供了一种新的固定方式,同时在加工中可以起到减震的效果,极大的减小了由于装夹不便、压紧变形造成的零件变形,大幅的提高了零件的加工质量。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



