海装沈阳局驻沈阳地区第一军事代表室
摘要:复合材料零件制造是一个高度依赖设计、制造过程控制的特殊工艺,随着航空领域复材零件不断应用,零件设计部门与航空制造企业不断推进零件数字化设计与数字化制造的应用。现阶段复材零件制造无论是在基础研究方面,还是在飞机结构应用方面都达到一定的规模与水平。航空制造企业不断推进内部先进管理模式的应用,与设计部门建立有效的协同工作模式。本文以具体零件为例,阐述了零件制造发现的问题,分析了问题产生的原因,并探讨了协同模式下如何解决零件制造问题。
关键词:复合材料;协同模式;零件工艺;铺叠角度
民用飞机后机身部段较大程度使用了高性能的先进复合材料,先进复合材料具有性能可设计以及易于整体成形等许多优异特性,将其应用于飞机结构上,可比常规的金属结构减重25%~30%,可明显改善飞机的气动弹性特性,提高飞行性能,这是其他材料无法或难以实现的[1] 。
航空制造企业在复合材料零件生产实践中,发现零件生产需要经过大量工艺研究和制定合理工艺方案,整个过程需要多个部门的协同工作,无论是制造企业还是设计部门都需要参与到这种工作模式中,以降低或避免制造过程中引起的制造不符合项,提升零件制造质量。
1.1 协同模式特点
协同模式特点[2]:
并行的活动和过程,将过去独立的活动并行或重叠进行。
产品协同开发过程中信息的转化是随着产品生产周期随时进行传递的。
连续的完成各阶段的工作,产品协同开发过程是在工作允许的情况下将分阶段的活动转化成连续的活动。
高效的组织结构,通过组建跨职能产品开发小组,打破部门之间的壁垒,降低产品开发过程中各职能部门间的协调难度。
1.2 复材零件设计制造协同模式
随着复材零件制造复杂化与规模化,适用于设计制造协同模式共享平台得到应用,实现了零件制造信息交换上的快速、高效协同。设计部门通过远程终端进行产品工程文件更改,制造部门通过VCI-EFDS共享协同平台实时了解更改内容并对工艺可行性做出评估。
设计制造协同模式以飞机研制到批产阶段为主线,设计部门、零件制造部门、质保部门、生产调度等部门,均需基于协同模式开展相关工作。通过协同平台实现信息实时传递与反馈,提高零件生产效率。
2.1 零件结构
零件C型框腹板面由5层碳纤维织物组成,内、外缘条额外增强2层单向带,内型面铺覆玻璃布以防止电位腐蚀,铺层信息见表1所示。
表1 零件铺层信息明细
铺层编号 | 框腹板 | 内缘条 | 外缘条 | 材料 |
1 | +/-45° | +/-45° | +/-45° | 织物 |
2 | —— | 0° | 0° | 单向带 |
3 | +/-45° | +/-45° | +/-45° | 织物 |
4 | 0/90° | 0/90° | 0/90° | 织物 |
5 | +/-45° | +/-45° | +/-45° | 织物 |
6 | —— | 0° | 0° | 单向带 |
7 | +/-45° | +/-45° | +/-45° | 织物 |
8 | OPT | OPT | OPT | 玻纤 |
2.2 IPT协同工作
基于协同模式理念,零件厂集成产品研发团队(IPT),团队包括零件设计部门、制造部门、工装设计部门、生产调度部门、生产准备部门、技术支持部门、质保部门以及外协工装制造部门等。IPT团队有效提高信息交流效率,基于协同工作模式及时解决生产问题。
2.3 零件试制阶段协同工作
零件试制阶段,设计部门针对缘条和腹板过渡区存在的铺层削层,设计了如图1所示[3]的方案。
设计与制造部门共享设计方案,制造部门依据设计方案进行试生产,将试验件移交设计部门。设计部门通过研究不同方案下零件承载情况得出最优方案,即铺叠方案2[3]。设计初期基于协同模式下的互动,利用制造厂生产资源进行相关试验研究与论证,为零件设计提供数据支撑。
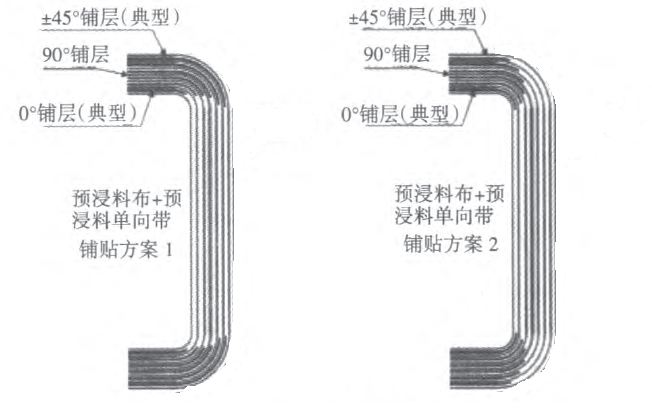
图1 不同削层方案
2.4 小批生产及定型阶段协同工作
2.4.1 零件工艺分析
零件工艺分析主要分为:固化工艺、成型工装分析。
(1)固化工艺分析
设计人员根据零件承载以及服役情况,选择耐高温乐泰R苯并噁嗪热固性聚合物树脂体系,该树脂体系具有优良的阻燃性和较低的固化收缩率。固化工艺分析包括升降温快慢、压力值大小、固化温度以及时间的分析。考虑到工装形式、零件厚度等因素导致的零件固化热场分布不同,带有零件的工装热分布应被进行,以证实升降温速率、固化温度和固化时间能够满足规范要求,热电偶应被放在零件升降温最快和最慢区域进行温度监控。
(2)成型工装分析
成型工装分析包括工装材料、工装导热性以及组合形式的分析。工装材料选用与零件膨胀系数接近的殷瓦钢。为避免成型工装对零件固化热场形成扰流或干扰,在保证工装精度的基础上,尽可能降低工装高度与型面壁厚。基于飞机部段装配要求,装配面质量要求较高,在工装设计上优先选择阴模成型工装模面保证,工装模面加工精度通过数控机床保证。
2.4.2 工艺策划
工 艺策划主要从六个方面入手,即5M1E(人Man、机Machine、料Material、法Method、测Measure、环Environment)。为降低“人”的方面对零件产品质量影响,数字化制造技术更多的应用。先进的数字化制造软件如CAD、CATIA以及FiberSIM,制造设施设备归于“机”的方面。工艺策划主要面向“法”、“测”两个方面,这两个方面也是设计部门、质保部门重点关注的方面。工艺人员在策划“法”、“测”两个方面时,在满足产品设计技术要求前提下,还得考虑制造可行性与局限性。基于协同化工作模式,制造部门需要针对“法”的方面判断是否符合设计要求,发现不符合项及时与设计部门沟通并解决。质保人员针对“测”方面,围绕零件技术要求,结合=制造实际,制定多种方法对零件制造全过程进行“测”的实施与管理。
艺策划主要从六个方面入手,即5M1E(人Man、机Machine、料Material、法Method、测Measure、环Environment)。为降低“人”的方面对零件产品质量影响,数字化制造技术更多的应用。先进的数字化制造软件如CAD、CATIA以及FiberSIM,制造设施设备归于“机”的方面。工艺策划主要面向“法”、“测”两个方面,这两个方面也是设计部门、质保部门重点关注的方面。工艺人员在策划“法”、“测”两个方面时,在满足产品设计技术要求前提下,还得考虑制造可行性与局限性。基于协同化工作模式,制造部门需要针对“法”的方面判断是否符合设计要求,发现不符合项及时与设计部门沟通并解决。质保人员针对“测”方面,围绕零件技术要求,结合=制造实际,制定多种方法对零件制造全过程进行“测”的实施与管理。
制造工艺通过FiberSIM中CEE模块进行零件裁片定义,裁片上标识出mark线,mark线包括中心线,角度线以及铺叠边界线等信息定义。激光投影投射出mark线内容,铺叠时通过裁片上的mark线与激光投影线对齐完成铺叠。
“测”:围绕协同模式,当“法”的方法确定以后,相应“测”的方法也基本确定。“测”的方法为裁片铺叠以中间mark线与激光投影线重合,然后裁片两侧围绕零件回转面展开,裁片两侧纤维角度偏离最大,只需对两侧纤维偏离角度进行测量即可判断铺叠角度是否满足技术要求。
(1)航空制造企业积极推进数字化制造与管理的应用,内部部门协同水平越来越高,与外方如产品设计方、需求方的协同水平也需加强,应充分调动制造部门与设计部门协同工作,提高飞机零件制造质量与效率。
(2)本文通过具体零件制造,结合协同工作模式,应用数字化制造技术实现制造部门、质保部门以及设计部门的互动,及时解决零件制造问题。
(3)本文结合具体零件制造,以协同模式管理理念做引导,有序完成零件工艺分析、工艺策划以及零件问题解决与改进等内容。
参考文献:
[1] 中国航空研究院.复合材料结构设计手册[K].北京:航空工业出版社,2001,1-1.
[2] 付广磊,王仲奇,王建军等.飞机设计制造协同流程的研究.科学技术与工程,2007, Vol.7,No.4:560-566.
[3] 何周礼,何林峰.飞机复合材料C型框研究.装备制造技术,2015,11:215-221.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



