云南华联锌铟股份有限公司,云南马关 663701
摘要:本文介绍了离心机主轴锁紧螺纹的修复过程。主轴是由 3Cr13马氏体材料构成,针对马氏体焊接容易产生裂纹,堆焊层不易机加工性能差,采用过渡层来解决这个焊接难点。为以后的焊接修复工作积累了一定的经验。
关键词: 过渡层、A132不锈钢焊条、非主载荷紧固件
前言:
悬臂式离心机。离心机的作用是搅拌锡渣和提渣、甩干渣的作用,由于工作环境恶劣,长时间在高温和高转速的影响下,使离心机主轴底盖的锁紧螺帽及螺纹直接摩损,出现底盖脱落,主轴锁紧处失效。本文针对离心机主轴在使用过程中修复螺纹的焊接措施。
原来焊接这一部分采用的堆焊焊接材料,直接采用A132不锈钢焊条,容易与3Cr13材料溶合产生脆硬组织的马氏体,不易于机加工,堆焊层也容易产生裂纹。
一、缺陷情况及失效分析
(一)主轴锁紧螺纹的情况
主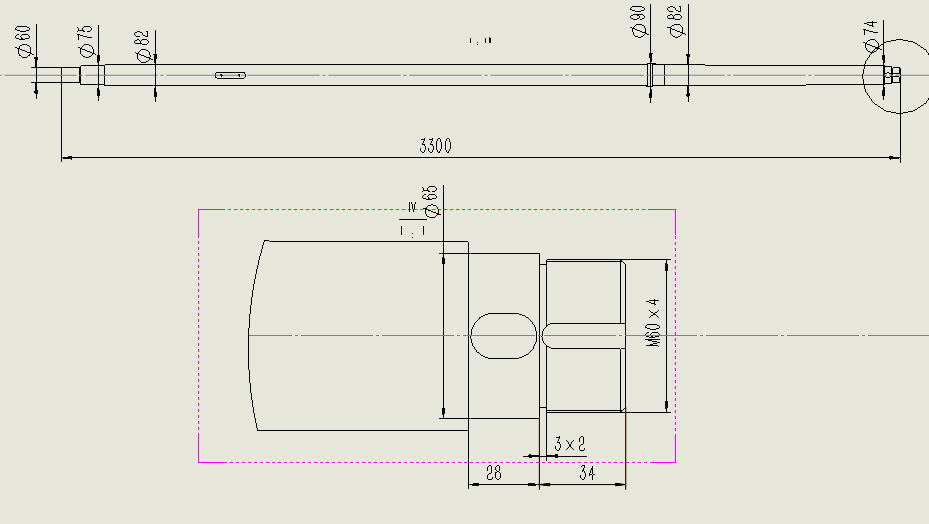
轴长时间600℃以下的锡锅里搅拌,提渣,甩干渣,导致底盖的锁紧螺母及螺纹磨损,造成失效。锁紧螺纹为M60×4,旋和长度为34mm。主轴采用的材质为不锈钢3Cr13。
如下图:
(二)失效分析
由于主轴在是生产过程中受到了较高转速,高温的侵蚀,磨损的不均匀,从而使主轴产生重心偏置,这样轴在运行时,特别是高速运行时,将会发生严重的振动,甚至是破坏性的。锁紧螺母和螺纹的磨损容易使底盖脱落,造成安全事故。所以需要作定期检查修复螺纹。
二、修复方案的选择
根据实际情况的现状及作业环境,选用手工电弧焊方法进行修复。
(一)材料的性能参数
3Cr13的化学成分(见表一)
表一:
碳 (C) | 硅 (Si) | 锰 (Mn) | 磷 (P) | 硫 (S) | 镍 (Ni) | 鉻 (Cr) |
0.25-0.35 | ≤1.00 | ≤1.00 | ≤0.035 | ≤0.030 | ≤0.60 | 12-14 |
3Cr13的性能参数表(见表二)
表二:
抗拉强度 (MPa) | 屈服强度 (MPa) | 延伸率 (%) | 断面收缩率 (%) | 硬度 (HBS) |
≥735 | ≥540 | ≥12 | ≥40 | 退火≥235HB 淬,回火≥217HB |
(二)3Cr13的可焊性分析
3Cr13不锈钢属于马氏体不锈钢。马氏体不锈钢具有强烈的淬硬倾向,焊接时在热影响区易产生粗大的马氏体组织。马氏体钢的导热性差,焊接时残余应力大,因此很容易产生冷裂纹。钢中碳的质量分数越高,冷裂倾向就越大,特别当接头中含氢量高时,在连续冷却到温度低于100-120℃以下时,冷裂倾向更为严重。马氏体不锈钢有较大的过热倾向,焊接时在温度超过1150℃的热影响区内,晶粒显著长大。过热或者过慢的冷却都能引起接头脆化。另外,马氏体不锈钢也有475℃脆化,所以在预热和热处理时必须注意。马氏体不锈钢晶间腐蚀倾向小。
三、焊接材料的选择
螺纹仅仅起到过渡螺母锁紧作用,不直接承受较大的力即非主载荷紧固件。同时因为马氏体不锈钢在焊接过程中有强烈的淬硬倾向,残余应力较大,容易产生冷裂纹。焊接前应进行焊前越热及焊后热处理,为了解决这个问题改善焊接工艺。采取Z308铸铁焊条作为过渡层,然后在用A132不锈钢焊条进行焊接。这样解决了焊前加热焊后热处理,同时解决了焊后机加工的困难。
(一)过渡层
采用Z308焊条:与其他金属溶合好,产生焊缝的力学性能好,不容易产生冷热裂纹,耐冲击性强度适中。施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。可交直流两用。
镍在钢中的作用:(1)可提高钢的强度而不显著降低其韧性;(2)可降低钢的脆性转变温度,即可提高钢的低温韧性;
(3)改善钢的加工性和可焊性;(4)可提高钢的抗腐蚀能力,不仅能耐酸,而且能抗碱和大气的腐蚀。
Z308焊条熔覆金属的化学成分(%)(见表三)
表三:
化学成分 | C | Mn | Si | S | Ni | Fe | 其他元素总量 |
保证值 | ≤2.0 | ≤1.0 | ≤2.5 | ≤0.03 | ≥90 | ≤8 | ≤1.00 |
Z308焊条参考电流(见表四)
表四:
焊条直径 | Φ2.5 | Φ3.2 | Φ4.0 | Φ5.0 |
焊接电流 | 50-100 | 70-120 | 110-180 | 160-190 |
(二)第二层及盖面层
A132是钛钙型药皮含Nb稳定剂的Cr19Ni10Nb不锈钢焊条,具有优良的抗晶间腐蚀性能和良好的机械性能。具有优良的焊接工艺和抗气孔性能,药皮耐发红、抗开裂,可交直流两用。
A132焊条熔敷金属化学成分(%)(见表五)
表五:
C | Mn | Si | S | P | Cu | Ni | Mo | Cr | Nb |
≤0.08 | 0.5-2.5 | ≤0.90 | ≤0.030 | ≤0.040 | ≤0.75 | 9-11 | ≤0.75 | 18-21 | 8xC~1.00 |
A132焊条参考电流(见表六)
表六:
焊条直径 | Φ2.5 | Φ3.2 | Φ4.0 | Φ5.0 |
焊接电流 | 50-100 | 70-130 | 100-160 | 140-200 |
(三)使用焊条前的准备
Z308焊条焊前必须经过150℃的烘焙;焊接过程中因采用小电流快速度进行焊接。
A132焊条焊前焊条须经200-250℃烘焙1h。尽可能采用直流电源,电流不易过大。
四、焊前准备
焊接前通过加热的方式把轴上的锡以及表面杂物、油脂,仔细清楚干净。
五、焊接
(1)在堆焊第二条焊道时,必须熔化第一条焊道的l/3~l/2宽度,这样才能使各焊道间紧密连接,并能防止产生夹渣和未焊透等缺陷。
(2)轴堆焊时,采用纵向对称堆焊和横向螺旋形堆焊。堆焊时,应注意每条焊缝结尾处不应有过深的弧坑,以免影响堆焊层边缘的成形,因此应采取将熔池引到前一条堆焊缝上的方法。
(3)为了增加堆焊层的厚度,减少清渣工作,提高生产效率,通常将焊件的堆焊面置于垂直位置,用横焊方法进行堆焊。通常把轴放在旋转支架上进行旋转焊接。为了满足堆焊后焊件表面机械加工的要求,应留有一定厚度(3~5 mm)的加工量。
六、焊后
焊接完成后,认真清理焊渣,无裂纹自然冷却后交由机加工进行螺纹加工。上机床加工时,再无打刀现象,精度也有所提高,紧固螺母与之配合更紧致。
结束语:
经验积累到一定的程度也是可以对工艺设备的探索提高一定的层次,起到建议的作用。
参考文献:
《焊工工艺与技能训练》中国劳动社会保障出版社
《电焊工》 中国劳动出版社
《焊工》 中国劳动社会保障出版社

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



