南京华电节能环保设备有限公司 , 江苏 南京 210031
摘要:在焊接过程中会引发变形以及剩余的应力和应变,这些情况都会直接影响到不锈钢储罐使用状态,针对还系统部件的焊接可以用有限元法进行解析,探究其焊接时所产生的变形和应力。以单元生死技术为基础,需要考虑的因素有很多,比如材料的功能会受到温度的变化而发生非线性情况,为了能够深化探究影响还系统部件的应力和变形具体类别、大小等,可以先从焊接缝的周边作为参考点或者方向来开展。
关键词: 不锈钢储罐;焊接;焊缝;应力;变形
1引言
不锈钢储罐有很多优秀功能已经逐渐被工程界所认可,尤其是航空企业。其中,不锈钢储罐优点很多,比如柔性好、耐腐蚀性以及耐低温等优势。现阶段应用到连轴器等范围也比较广泛,所以,所以针对该系统部件开展探究工作,通过对其功能指标的要求逐渐提升而更加深化。这些年,由于互联网技术的不断发展,有限元技术在结构中的解析地位是越来越高。该技术有很特殊的优点,就是能够很好解决材料非线性以及接触非线性等问题。探究运用该技术将波形管的成型计算出来,准确解析模型变形、材料硬化等情况对不锈钢储罐功能所造成的影响,其次,还可以使用该技术来解析模具的设计,对波形管的成型有何影响。专门使用该技术计算出不锈钢储罐,在焊接的时候所产生的应力以及变形等,是否会随着温度的改变而出现变化,探究这两种现象的主要特征以及分布情况,将温度高低进行改变来探究结构内部的应力以及变形。不锈钢储罐是一种新型的系统部件,该部件有很好的稳性以及可靠性,所以说此系统部件在航空领域、冶金、电力等行业内地位非常重要。
在不锈钢储罐生产的时候,有一个很重要的工艺步骤就是焊接,所以,进行该工艺的时候焊接质量是否过关,直接影响到产品的功能以及质量。针对该系统部件在生产以及制作焊接工艺过程中,既要严格把控材料出现变形,又要将焊接的缝隙与母材务必融合在一起,其强度要正好,焊接工作完成以后,还要保持其具有很好的弹性、密封性以及抗腐蚀性。在大部分企业中,对于焊接工艺的设计会受到该企业的生产类别、工艺设备以及生产技能等原因影响,同时还会由于操作人员的实践经验,以及企业内部的管理体系的约束。所以当今国内外市场的竞争逐渐激烈,在运用传统的焊接工艺方法已经不能达到当今企业对于产品的需求以及发展。怎样能够有效、快捷处理不锈钢储罐在生产时候过于繁杂的焊接工艺设计以及设计参数等问题,成为当今社会中,很多企业迫切需要解决。
2系统的整体焊接技术思路
2.1不锈钢储罐成型方法
能够使不锈钢储罐成型方法种类繁多,对于厚度以及材料都不一样的不锈钢储罐,现阶段用到最多的方法有三种:焊接成型、液压成型以及机械成型。微型不锈钢储罐以及弹性元件一般用的多的方法是化学沉积成型和电沉积成型。不锈钢储罐成型的方法不管是机械成型还是液压成型,这两种哪一种方法都需要经过一系列工序才可完成。然而,焊接成型却不一样,该方法是要将板料冲裁剪成波纹状的圆片,在与环缝焊接在一起,从而制作成不锈钢储罐。
2.2不锈钢储罐焊接方式类别
有上述可以知晓,针对不锈钢储罐生产的时候,需要进行焊接环节,所用到的焊接方法主要有直焊缝以及环缝。然而,很多情况焊接的形式一般都会运用对接,是为了能够找到与母线相同或者强度合适,并且焊接过后所出现很小的残余应力的需求。在每一个领域内都会使用不锈钢储罐,由于其领域跟工作环境存在差异,所以在生产不锈钢储罐的时候用到的材料类别以及厚度也都不一样,与此同时,生产不锈钢储罐所用的材料类型却非常广,比如合金钢、不锈钢以及有色等,由此生产出来的不锈钢储罐,在其管壁的厚度也存在差异。
对于生产不锈钢储罐的时候焊接工艺设计中有非常重要的特点,比如街头的方式以及厚度等,根据现阶段我国以及国外在生产不锈钢储罐的企业内,所用到的焊接工艺步骤中所运用的焊接设备。针对当前该系统部件所经常会用到的焊接方法进行汇总:第一,焊条电弧焊;第二,等离子弧焊;第三,埋弧焊;第四,熔化极气体保护焊;第五,钨极惰性气体保护焊。
2.3管焊接工艺设计流程
当今社会的发展,使不锈钢储罐的生产也逐渐呈现标准以及规模化。针对该系统部件的焊接工艺,不管是人工进行设计,还是计算机协助设计所运用的方法和工艺参数基本如下图1所示。
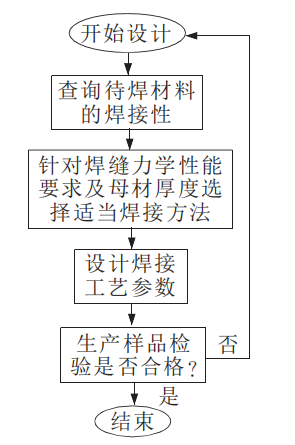
图 1 焊接工艺设计流程
3材料模型
在对材质做焊接的时候,会出现很明显的非线性,该不锈钢储罐的弹性以及膨胀系数等都随着温度的改变而逐渐发生变化。然而在焊接的时候,不锈钢储罐所遭受到的温度会明显发生变化的过程,所以材料发生非线性性质表现的很明显,然而,焊缝和该系统部件的材料密度以及泊松比不会跟随温度的改变发生变化。
4计算结果
4.1焊接应力
进行焊接的时候,热量会在结构的内部进行传输和环境的热对流,使其结构的温度出现梯形变化,并且逐渐增加。因为在内部的时候会受到热温影响,加上受热不够均衡,使其结构在不同地方所受到的应力产生很大变化。这种现象可以知晓:残余的应力主要是周向应力,其所处的位置在不锈钢储罐以及焊缝相临近的焊接边缘上,所以会跟随热源的不断改变而发生变化,其温度会急剧上涨,随后会跟着热源的转移温度也会快速下降。在这个位置上的应力经常会快速增大到减小的过程中。若温度快速升高到一定高温时,表明这个位置正在进行焊接,其内部所受到的应力也会快速增大。后面热源在慢慢离开,以后因为跟环境出现热对流的现象,此处的温度会逐渐发生减少,应力会快速的降低,但是应力不会完全消失,并且成为残余的应力依然存留在焊接不锈钢储罐内。
4.2焊接变形
焊接的时候因为其结构的内部受冷受热不够均匀,每个地方会出现膨胀,并且膨胀程度也都不一样,从而产生内部应力。为了能够将内部的热应力进行均衡,不锈钢储罐的自身会出现变形现象,为了能够将其内部的均衡状况保持住。因为操作的时候两端处于固定情况,不锈钢储罐的中间地方会出现变大,该系统部件发生变形多以经向变形为主,这个时候焊缝的周边变形量会逐渐增大,帮助定量解析残余的变形。选择焊缝和不锈钢储罐相邻近的一条边,作为参考的路径。
6结论
从所构建出的有限元模型中,把单元激活开启过程作为基础,能够很好,将焊接对不锈钢储罐所造成的影响计算出来。针对数值进行解析中,可以将材料性能跟随温度进行改变的特性考虑进来,针对该系统部件在焊接时所出现的应力和变形进行解析,可以看出:
①一般情况下,该系统部件的变形现象多以径向变形为主。 可以从焊缝的位置向内进行凹陷,然而,其周围的地方都会向外鼓包变形。
②在焊接的时候会出现应力,向周边伸展应力为主。焊接的应力会由温度的变化而发生改变,但是热源的离开优惠时,参考点处的温度进行降低,从而使焊接所产生的应力也快速发生减少现象,但这种情况不会把阴历消除,所以不可以忽视焊接对强度以及寿命等所带来的影响。
参考文献:
[1] 宗曦华. 不锈钢储罐焊接过程的应力及变形特性[J]. 计算机辅助工程, 2014, 23(6):86-90.
[2]丁雪兴, 王悦, 刘雪岭, et al. 机械密封焊接不锈钢储罐波纹膜片动态应力计算及分析[J]. 化工机械, 2008(01):37-39+43.
[3]吴媛媛. 机械密封焊接不锈钢储罐的疲劳寿命计算及分析[D].
[4]丁雪兴, 王悦, 刘雪岭,等. 机械密封焊接不锈钢储罐波纹膜片动态应力计算及分析[J]. 化工机械, 2008, 035(001):33-35,39.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



