中建一局集团建设发展有限公司 天津 300000
摘要:随着我国城市化的发展和超高层的普及,钢结构作为自重小、跨度大、抗震性能好等优点兼具的结构形式被广泛采用。如何做好超高层外伸臂桁架钢结构施工,保证钢结构的强度及稳定性是工程技术人员要解决的课题。本文通过对钢结构安装、焊接等多个步骤的研究分析,总结了关键施工技术,希望能对类似工程提供借鉴。
关键词:超厚钢结构;钢梁与钢柱;钢结构安装;钢结构焊接
某工程总建筑面积约为93556㎡(其中地下28952㎡,地上64604㎡),结构体系为混合框架-钢筋混凝土核心筒的钢-混凝土混合结构,地下4层、地上主体34层,总高度184.4m。钢结构主要分布在主楼,柱顶标高181.86m,地上钢构件材质主要为Q345B,钢结构构件数量约6000件,安装过程中使用高强螺栓5万套。
混凝土核心筒以埋件的形式与外伸钢梁连接,钢梁再通过高强螺栓连接、焊缝连接的方式与外围钢管柱连接,形成外伸臂钢结构体系,如图1、图2所示。部分楼层采用桁架作为钢结构的加强支撑,外伸臂钢结构体系如图3所示。钢管柱为圆管型截面,桁架上下弦杆、腹杆均为H型,其钢管直径分为:Φ1000*18、Φ800*15、Φ700*30、Φ700*35、Φ1100*35、Φ1100*25等共计14种规格,其中最大截面为Φ1100*35;最小截面为Φ700*12,主要材质为Q345C。桁架层钢板最厚为90mm,主要截面为H型,主要材质为Q390GJC-Z15、Q390GJC-Z25、Q390GJC-Z35等。钢管柱通过钢梁与混凝土核心筒连接。
图1 18根钢管柱平面布置图
图2 塔楼普通楼层钢梁与钢柱连接图
图3 塔楼桁架层钢梁与钢柱连接图
测量方面,超高层建筑外观造型奇特、高度较高,受结构自振、风振、日照和施工过程中的变形的影响,平面定位及高程控制均难以精细控制,将直接造成钢结构安装的测量难度。
焊接方面,本工程所使用钢板厚度大,钢板在压制过程中受设备限制其Z向性能比薄钢板差,均具有不同程度的层状撕裂倾向,再加上现场超厚钢板焊接时间长,导致钢结构焊接一旦变形过大就无法矫正,焊缝质量难以保证。
3.1.1深化设计
深化设计是为了保证钢构件在工厂加工及现场焊接过程中的可操作性,使图纸深度不但能够满足钢材采购要求,还满足加工图设计的要求,预先作好与土建钢筋连接及机电设备留洞等前期设计工作,如图4、图5所示。
钢结构深化设计图纸是钢材采购的依据,因此,深化图纸的深化质量将直接影响到钢材采购量的准确性。在钢材采购前,充分做好深化设计图纸的深化、审核、复审等工作,保证钢材采购量尽可能的贴近实际用量,避免后期补购的情况发生。

图4 深化设计平面节点图
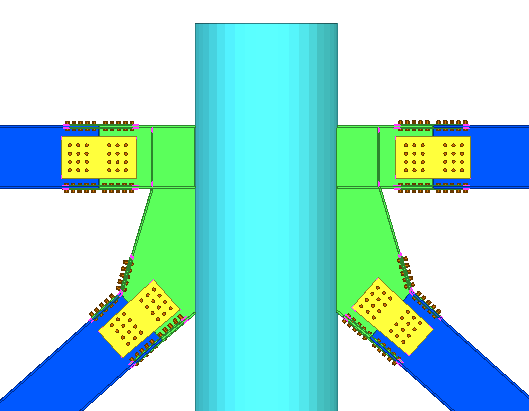
图5 深化设计三维建模节点图
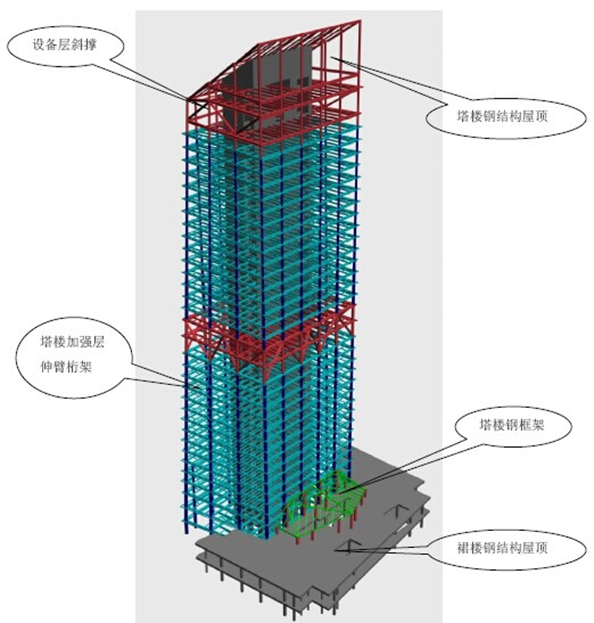
图6 深化设计三维建模整体图
3.1.2排版
排版对钢结构工程施工的钢板使用量控制至关重要,合理的排版图可以有效的避免钢板在生产过程中的浪费,如图7所示。
排版考虑因素有:
1)道路交通运输
2)工厂加工能力
3)工厂工艺条件
4)工厂场地条件
5)工厂设备条件

图7 不规则构件排版图
3.2.1钢结构制作难点
1)异形截面钢柱加工精度控制
原因是板拼次数多,必须经多次组装和焊接才能成形,并且异形截面柱的制作精度将由组成的各单体组装精度决定,如图8所示。
对策:多次组装增加组装及焊接过程的误差累计和变形,严格控制和提高异形截面柱分解后各单体的制作精度,以保证异形截面柱的整体精度。

图8 深化设计钢柱加工三维建模
2)桁架加工整体尺寸控制
(1)柱节点斜牛腿的位置由其装配精度和焊接变形影响
对策:对单件牛腿成型误差严加控制,装配及焊接时应在各类型构件的预制胎架上加工,便于利用拘束板和挡板对组装精度的查验和控制,并利用全站仪对桁架加工尺寸进行核对,进一步提高组装精度,如图9、图10所示。
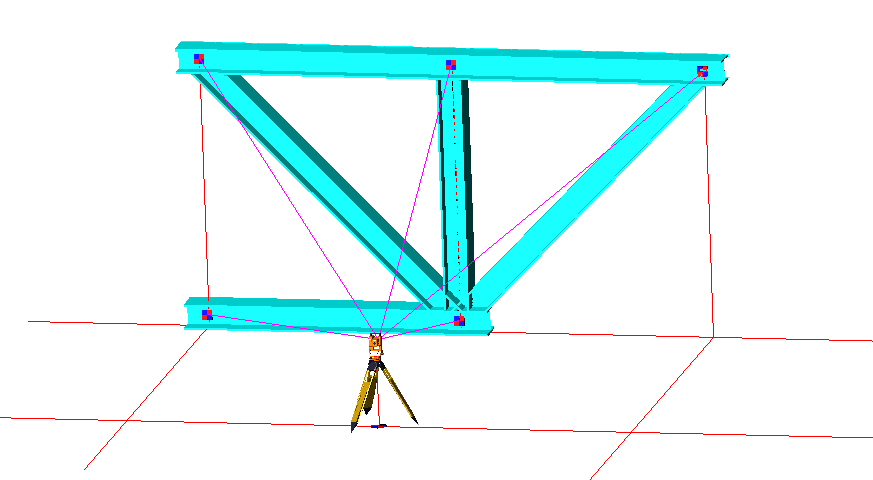
图9 全站仪对桁架加工尺寸控制

图10 桁架钢结构进行预拼装
(2)带斜撑的梁的水平面控制直接影响桁架的安装是否处于一个垂直面内
对策:根据梁的不同形状,制作相应胎架,利用胎架和水平尺使钢梁处于水平状态装配、焊接和验收。
(3)桁架中部分构件接口较多,彼此间的安装难度较大,尺寸控制要求较为严格
对策:单独构件严格按照相关要求加工完成后需要进行整体预拼装。预拼装要求在相应的胎架上将桁架层构件在水平方向上进行模拟现场的安装。
3)厚钢板焊接应力控制
对策:从装配的各个环节控制可能出现变形及产生应力的误差,包括钢板平整度、下料、装配及坡口尺寸精度,优化焊接顺序和焊接工艺等,如采取长度约大于1m的焊缝要采用多人同时施焊或分段退焊法;异形截面柱等复杂的构件采用分部组装、各部分焊完分别矫正,以减少整体拼装焊接后的变形;CO2气体保护焊打底,单丝埋弧焊填充,双丝埋弧焊盖面的焊接方法等。
3.2.2钢结构制作重点
1)异形截面钢柱、钢桁架节点装配工艺
异形截面分解为多个对称和规则的截面拼装体,化整为零,最大限度的利用生产线流水作业。桁架节点采取合适的装配顺序减小焊接难度并提高焊接质量。
2)焊接变形
根据焊接的变形特点等在制作前对其合理位置进行反变形。
3)(预)拼装
桁架存在较多的焊接接头活栓接接头,为保证安装顺利,桁架须在出厂进行拼装。
1)钢柱就位
钢柱安装就位前将地脚螺栓的调节螺母的顶标高调节到柱底标高,钢柱就位后垂直度调整完毕,紧固调整螺母使其与柱底紧密接触。落实后用专用角尺检查,调整钢柱使其定位轴线与基础定位轴线重合,误差控制在3mm以内。
2)钢柱测量校正
用两台经纬仪从柱子侧面借一米线同时观测,依靠千斤顶和揽风绳校正,如图11所示。
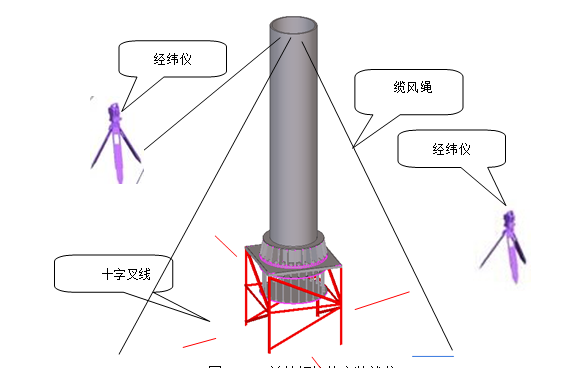
图11 钢柱就位测量校正
3)钢梁起吊
钢梁采用两个吊点进行吊装。钢梁在起吊时在钢梁的两端分别挂两根溜绳,两个人分别拉住两根溜绳,钢梁开始起吊速度一定要慢。
4)钢梁就位
待钢梁吊至就位位置以上时,开始就位钢梁,控制钢梁下落速度,钢梁接近就位位置时,安装工人要分别用手扶住钢梁,将钢梁拖至就位位置。
5)钢梁临时对位固定
钢梁吊升到位后,按施工图进行对位。用普通螺栓拧紧,普通螺栓的数量不得少于该节点螺栓总数的30%,且不得少于两个。
特厚板焊接时,应针对国产厚板普遍存在小波浪的不平整现状,加工厂在钢板下料前应用整平机进行矫平,减少厚板加工制作产生的焊件的不平度;并选择1/3δ、2/3δ不对称的坡口形式,其坡口角度宜控制在30º~60º;还要控制焊接顺序,做到以变制变,根据焊件的变形情况及时调整焊接顺序。
由于现场厚板焊接填充量较大,现场厚板焊接采用药芯焊丝CO2气体保护焊。药芯焊丝CO2气体保护焊兼有气保焊和手工焊两方面的优点,工艺性能好、易操作、施工效率高,是焊条电弧焊的3~4倍,冶金反应完善、工艺性能好、晶间腐蚀性能及低温冲击性能均较理想;特别是弧稳,飞溅少,焊缝成形光滑美观,熔敷效率高,一般可达75%~85%,而且适用于全位置焊。
本文结合某工程超高层超厚外伸臂桁架钢结构施工技术,对深化设计及排版、钢构件加工、钢结构吊装、超厚钢板焊接施工等工艺进行细致地分析及研究,给出了施工过程中超厚钢板节点焊接的难点解决措施,解决了超高层超厚外伸臂桁架钢结构施工中精度及焊缝强度难以保证的问题,为类似超高层超厚外伸臂桁架钢结构安装施工提供了一定的参考依据。
参考文献
[1]任常保,周文瑛,葛冬云,等.天津津塔钢板剪力墙与钢管混凝土柱复杂节点深化设计研究[J].施工技术,2011,40(18):59-63+79.
[2]赵兴龙,任常保,于有为,等.深圳平安金融中心超厚超大复杂异形铸钢件安装焊接技术[J].施工技术,2015,44(20):24-27
[3]葛冬云,王会超,刘强,等.深圳平安金融中心钢结构巨柱及钢板墙安装焊接技术[J].建筑技术,2014,45(06):486-489.
[4]戚金有,任常保,葛冬云,等.深圳平安金融中心巨型钢骨混凝土组合结构施工技术[J].建筑技术,2014,45(06):490-496.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



