中车青岛四方机车车辆股份有限公司 山东青岛 266111
为了缩短试验周期,降低成本,在焊接工艺试验中采用正交试验的方法用数理统计的方法对实验结果进行分析,确定合适的焊接工艺参数。
1概述
转向架是车关键走行部件,其质量好坏关系到机车的运行安全。由于转向架构架是由钢板、铸件等焊接而成的,因此如何提高和选用构架焊接技术并迅速应用到生产现场,确保构架焊接质量是目前十分重要的研究课题。HXN5型机车转向架构架的材料为Q420E,属于低合金高强度钢,在正或正火加回火状态有较高的综合力学性能。一般情况下,低合金高强度钢焊接性相对较好,但随着钢材强度的提高及钢板厚度的增大,其焊接性变差(通过细化晶粒提高钢材强度的除外)。
为了得到良好的焊缝质量,需要根据实际条件选择合理的工艺参数,由于焊接过程是一个多因素影响的复杂过程,因而对其工艺参数进行优化就显得非常困难,如果试验方案安排得不好,即使做了大量的试验,也很难选择到最优化的焊接参数。正交试验设计是一种利用正交表来合理安排试验,利用数理统计的原理科学地分析试验结果,处理多因素试验的科学方法。这种方法的优点是,能通过代表性很强的少数试验,找到各个因素对试验指标的影响情况,确定因素的主次顺序,从而找出较好的生产条件或最优参数组合。
2正交试验
2.1试验条件和试验指标
焊接方法采用FCAW(药芯焊丝熔化极气体保护焊),焊丝牌号为E501T-1L,Φl.4mm,保护气体为CO2,。试板尺寸为20mm×200mm×400mm,焊接试验条件:对接V形坡口,坡口角度50O。,焊前预热150OC,焊后消除应力热——设计研究处理(625±25)OC,保温2h,焊缝通过超声波探伤并合格,上述条件为试验的固定条件。可变条件为焊接电流、电弧电压和焊接速度。在其他条件确定且不变的情况下,通过选用不同的焊接电流、电弧电压和焊接速度进行试板的焊接试验,根据试样的力学性能试验结果选用较优的参数进行产品的制造。
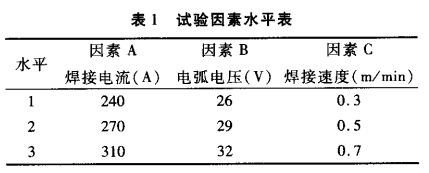
2.2因素水平表设计和试验安排根据以往的生产经验兼顾生产效率确定了3个因素,即焊接电流、电弧电压、焊接速度,每个因素取3个水平,如表1所示。根据此因素水平表,可选用表1试验因素水平表L9(34)正交表并且最后一列不用作为试验的实施方案。将表1中每一列数字1、2、3看成是该列因素应取的水平,每一行就是每次试验的因素条件,共进行9次试验,试验方案如表2所示。按照表2的试验方案进行力学性能试验,得到如表3所示的试验结果。

3数据处理与分析
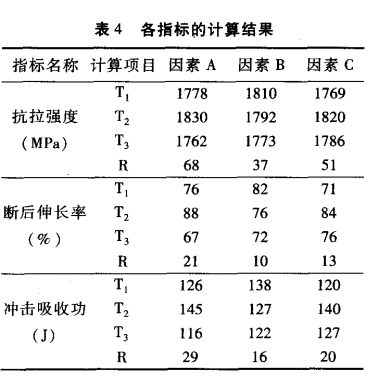
按3所示的试验结果分别对3个指标进行计算并做极差分析,计算方法如下:根据表2因素A列中的各水平在表3对应位置的试验结果进行数学加和并用符号T1、T2、T3,分别表示水平1、水平2、水平3的和,同样可以得出如表4所示各指标的计算结果。根据计算结果的波动情况(即比较不同因素的极差值R的大小),就可以确定对应的指标影响焊缝综合力学性能的重要程度,进而找到较优的焊接工艺参数。因素影响分析如下:
(1)焊接电流:从表4中可以得知,对抗拉强度、断后伸长率、冲击吸收功这3个指标,焊接电流的极差都是最大的,也就是说焊接电流是影响最大的因素,观察因素焊接电流的3个水平所对应数值可知,各指标中均为因素A的第2个水平对应的数值最大,故取它的第2个水平为最好;
(2)电弧电压:从表4中可以得知,对抗拉强度、断后伸长率、冲击吸收功这3个指标,电弧电压的极差都是最小的,也就是说电弧电压的影响较其他两个因素都要小,同时观察因素电弧电压的3个水平所对应数值可知,各指标中均为因素B的第1个水平对应的数值最大,故取它的第1个水平为最好;
(3)焊接速度:从表4中可知,对抗拉强度、断后伸长率、冲击吸收功这3个指标,焊接速度的极差较焊接电流的,也就是说焊接速度是较次要的因素。同时观察因素焊接速度的3个水平所对应数值可知,当取第2个水平时,数值最大,所以取第2个水平为最好。若电弧电压太低,反而容易引起电弧不稳定,且3个因素中电弧电压的影响最小,因此,综合考虑后验所选定的各工艺参数范围均已落入最优参数区间内。综上所述,此次试验较优工艺参数是A2B1C2组图1焊接试验接头样合,即焊接电流270A、电弧电压26V、焊接速度0.5m/min。对试件(见图1)进行切片,打磨腐蚀后进行宏观金相观察,熔合情况良好,未发现缺陷。采用以上艺参数生产的构架,经检验焊缝质量合格。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



