河钢集团承钢公司 河北承德 067101
摘 要: 重点介绍承钢360m2烧结机所采用的柔性传动装置安装过程中主要零部件的安装技术要领及出现的问题。
关键词: 柔性传动装置 安装要领 涨套 扭力杆 支撑杆
1 前言
柔性传动装置是一种低速、传动转矩大、噪音低、结构紧凑、成本低的新型传动装置。早在上世纪60 年代,原西德、美国已将其用于转炉、斗轮挖掘机和桥梁开闭上,至70 年代,欧美其它一些工业发达的国家相继引进和开发,使柔性传动技术向纵深发展,广泛地应用于转炉、混铁水车、烧结机等各种低速、大转矩的传动装置上。我国从上世纪70年代开始,对这种传动装置进行研究开发,取得一定成果,并自行设计出烧结机柔性传动装置。柔性传动装置作为烧结机主传动,是烧结机系统的关键设备.该装置技术先进、结构复杂、制造难度大,现场装配、安装难度也非常大。
2 柔性传动装置的工作原理
2.1 工作原理
烧结机头部驱动的柔性传动装置输人轴是通过二次减速机的空心轴和一次减速机的齿轮轴通过一对锁紧盘进行连接传动方式为:电机---二次减速机(三环减速机)---齿轮轴---大齿轮。
变频电机:其作用是为烧结机转动提供动力源,并检测其实际工作转速。
一次减速机:起着第一次减速作用。
二次减速机:是两个一次减速机传动力的集合处,起集中再减速作用。
扭力杆:其功能是借助扭力轴的扭转弹性变形来吸收和缓冲烧结机启动、制动时产生的力矩冲击,减少扭振力矩,同时适应星轮主轴的变形和偏摆。
2.2 技术参数
传动装置的技术参数如下:
1.主传动减速机型号:TYH140-2744(三环减速机)
2.主传动电机:YMDZ300-170 额定功率22KW
3.驱动装置输出扭矩:(正常)700 kN·m
4.驱动装置总速比:2744。
5.总重量 :41220kg。
3 安装技术要领
3.1 柔性传动装置的安装顺序
基础检查、验收→大齿轮、胀套安装→ 扭力杆装置→齿轮箱(上、下) →拉杆同箱体连接、中心高度调整。平衡装置安装、中间罩、密封等、检查、润滑。在此,重点介绍大齿轮及胀套安装,扭力杆装置,拉杆装置等安装技术要领。
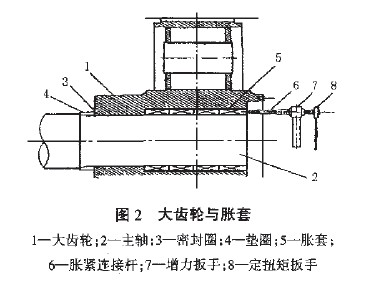
3.2 大齿轮及胀套安装
柔性传动大齿轮为装配式结构,齿圈为合金钢锻件,轮毅为合金钢铸件。大齿轮及胀套的安装程序如下:
1)将主传动链轮主轴伸出端与大齿轮内孔用细砂布和棉纱清理干净,检查其各部尺寸,确认无误后用汽油或四氯化碳进行清洗。
2)将内侧透盖(滚柱轴承)、定矩套装在主轴上,将大齿轮吊起,缓慢安装在主轴端(大齿轮前端与主轴为间隙配合),再通过螺旋千斤顶将大齿轮正确安装到位(大齿轮就位过程中要注意保持同主轴之间的间隙)。
3)胀套安装:将大齿轮与主轴装胀套处再次清洗,每道胀套在手工预紧后,用定扭矩扳手分四次按不同的设定值进行紧固。第一道胀套装人,预紧后,用定扭矩扳手(设定值330N)将内六角螺栓一一紧固(每对螺栓需对称紧固),同时要用百分表检测主轴面与大齿轮内孔面的距离是否相等(360圆周面上都要检测记录),如有误差随时调整。第一次所有螺栓全部按303 N紧固后,再将定扭矩扳手限位定在600N进行第二次紧固,测量记录,依此类推。第二次紧固设定值为950N,第四次紧固(设定值1200 N)为最后复查。第二、第三、第四道胀套紧固的顺序、方法与第一道胀套完全一样(因四套胀套的安装深度不同故采用不同长度的加力杆)。全部紧固完毕后检查,如没有问题将大齿轮压盖装上,紧固压盖螺栓即可。
3.3 扭力杆的安装
扭力杆为柔性传动的关键部件,采用优质弹簧钢锻造后进行热处理,具有一定的扭转刚度,又有一定的韧性。其安装顺序如下:
1)以大齿轮轴中心为基准,确定扭力杆轴承座的标高,极限偏差为±0.5mm。
2)扭力杆中心位置纵横方向的极限偏差为±0.5mm。
3)扭力杆找正后,在其中间位置检查水平度应小于0.5/l00。
3.4 支撑杆装置安装
两齿轴与大齿轮啮合的好坏,与调整拉杆有很大关系。两齿轴与大齿轮啮合主要靠定矩环来控制,蝶簧起调整作用,以保证两根水平拉
杆夹紧力均匀,最终保证大小齿轮之问两侧滚道的均匀接触和齿面处于正确啮合状态。标准是大小齿轮滚道在0一0.30mm的范围内活动,调整后拉杆受力30N。
拉杆安装的技术要点如下:
1)清洗各零件,尤其是半球体和球面衬套要清洗干净。
2)将拉杆装入左、右齿轮箱体的拉杆座中。蝶簧和定矩环(蝶簧侧)先不装人(有蝶簧的拉杆为上拉杆)。
3)安装密封圈、定矩环、球面衬套、半球体。
4)将螺母拧紧到靠近半球体,露出拉杆上的销孔。
5)调整滚轮与滚道之间间隙:在一侧滚轮与滚道之间放置两5x35x250 的垫片,同时紧固上、下两根拉杆一侧,使两块垫片稍为夹紧,用厚度为0.05 mm的塞尺检查,以不通过为合格。
6) 测量上、下拉杆一侧端部与螺母之间尺寸,做好记录
7)卸下拉杆端部螺母,取出半球体和球面衬套,装人定矩环和蝶形弹簧后再恢复原状,并按记录下的数据将卸下的螺母安装到位。
3.5其它零部件安装
1)支承杆 :松开锁紧螺母,调节好总长度和弹簧的压缩量。
2)平衡装置:检查行程开关位置;盘动减速器的高速轴,检验其是否灵活无卡阻。
3)大齿轮罩:罩与齿轮箱体结合处安装密封垫时,用环氧树脂或EF一1型胶结剂将密封垫粘在罩的一面,上、下罩之问涂适量密封膏,再用螺栓连接紧固。
4)全面检查所有紧固件,各干油润滑点注人规定的润滑脂,各减速箱注人规定的润滑油。
4.应用效果
由于精心组织施工,关键部件的技术参数经过了充分的论证、现场测量和修正,严格控制了安装过程的精确度,承钢360m2烧结机柔性传动装置在连续生产过程中运行平稳。
参考文献:
[1]濮良贵,机械零件。5版 北京:高等教育出版社。
[2] 周开勤, 机械零件手册。 4版。 北京:高等教育出版社。
[3]北京有色冶金设计研究总院。 机械设计手册。3版。 北京:化学工业出版社, 2001.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



