中车长春轨道客车股份有限公司,吉林 长春 130000
摘要:本文从物理、化学性能及焊接接头界面脆性金属间化合物的形成两个方面对钛合金与钢的焊接性进行了分析,并对钛合金与钢异种金属焊接技术的研究现状进行了概述。
关键词:钛合金、钢、焊接性、脆性金属间化合物
钛合金作为非常重要的轻质结构材料和热强合金材料,其耐热性强,耐蚀性好,比刚度、比强度高,具有较好的塑性和韧性,在低温下能保持比较好的力学性能,在航空航天、石油化工、生物医学、造船及原子能工业等领域中得到了非常广泛的应用,在高技术和尖端科学方面发挥着重要作用。钢是应用最广泛的工程材料,具有一系列优良的性能,如力学性能、焊接性、热稳定性等,特别是304不锈钢作为不锈耐热钢使用范围最广泛,如食品用设备,一般化学设备及原子能工业用设备,钛合金与钢的双金属焊接结构可使钛合金的低密度、良好的耐腐蚀性和钢的高韧性、高强性、高硬度、耐磨性相结合起来,在节约材料、合理利用资源、提高复合性能和延长焊接产品的使用寿命方面起到非常重要的作用,充分发挥钛和钢在经济和性能上的互补优势[1]。因此,研究钛合金与钢连接技术有很好的经济和实际效益。
1 钛合金与钢异种金属焊接性
异种材料的焊接性主要取决于这两种材料的物理性能、冶金相容性、表面状态等,两种或者两种以上被焊材料的这些性能差别越大,焊接性就越差,此外,异种材料的焊接性还与焊接工艺有关。
1.1 物理性能和结晶化学性能差异
金属钛与铁在熔点、线膨胀率和热导率等热物理性能方面差异较大,这直接影响到焊接的热循环过程和结晶条件,降低焊接接头的质量,钛的热导率大概只有钢的1/5,焊接易产生变形,两者热膨胀率相差较大,会造成接头产生比较大的残余应力和变形,使焊缝及热影响区产生裂纹。
结晶化学性能方面的差异会产生冶金学上的不相容性,在固、液态下都具有良好互溶性的异种金属,才会在使用熔化焊时形成良好的焊接接头,另外,高温下钛合金中的钛元素易吸收氢、氧和氮,钛对气氛的高活性,250℃时开始吸收氢,400℃时开始吸收氧,600℃时开始吸收氮,如果焊接区含有大量的空气,会促进钛合金吸气,造成焊接区被气体污染而脆化,熔池凝固时,吸收的气体不能及时逸出,焊缝中残留的气体就会形成气孔[2]。
1.2 焊接接头冷却时形成脆性相
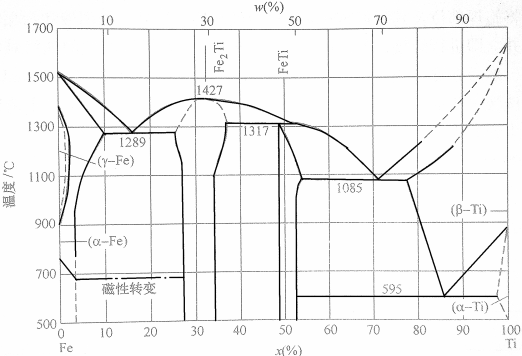
图1.1 Ti-Fe二元合金相图
由图1.1钛-铁二元合金相图,相图中存在两种中间相TiFe2(六方)和TiFe(六方),TiFe是在1317℃下由包晶反应生成,L+TiFe2 ⇌ TiFe,TiFe2是稳定化合物,在1427℃下固液同成分熔化。铁在钛中的溶解度极低(0.04%),焊接时焊缝区域容易产生脆性金属间化合物(脆性相)FeTi、Fe2Ti,这些金属间化合物非常硬,使接头金属塑性急剧下降,脆性变大,TiC和TiFe型脆性相是导致焊缝开裂的首要原因,特别是钛与不锈钢焊接时会与Fe、Ni、Cr产生复杂的金属间化合物,造成焊缝严重脆化,甚至产生气孔、裂纹等缺陷。
2 钛合金与钢异种金属焊接技术的进展
钛合金与钢直接焊接会生成金属间化合物,造成接头性能变差,无法直接使用熔焊,所以只能采用钎焊、压力焊和爆炸焊等材料不熔化或者只熔化极薄表层的焊接方法,或者采用加过渡层的方法进行熔焊。为此,国内外学者进行了大量研究。
为了能使钛与铁能焊在一起,需要在焊接过程中避免生成脆性相[3],有三种方法:
使用能与钛、铁两种元素能形成连续或者宽范围固溶体的金属材料来焊接;
采用中间填料法,用一种或两种与钛、铁两种元素有较好焊接性的金属材料作为填料,不直接进行熔合,将两种材料间接地焊接起来。
使用温度比钛、铁两种元素熔点低的焊接方法,钎焊就是使用这种方法。
杨静等人[4,5]制备了Ag95CuNiLi钎料,钎焊实验中发现钛合金-不锈钢异种材料钎缝的抗拉强度达到了220 MPa,焊缝中除不锈钢/钎料扩散层外,各个微区的硬度并没有增长;分析钎缝拉伸断口发现焊缝种接近不锈钢一侧是接头最脆弱的地方。杨仲林[6]用Cu-Ti-Ni-Zr-V非晶箔带钎料来钎焊TC4钛合金与不锈钢时,不锈钢母材边沿发生了局部溶解,相互扩散很明显,在TC4钛合金与钎料层间有较宽的反应层,剪切测试时均断裂于纤料层中灰色相附近,Cr-Ti、Fe-Ti、Cu-Fe-Ti和Fe-Ti-Zr等金属间化合物的生成是导致焊接接头断裂的首要原因。董志红[7]等人在相同温度、相同时间前提下, 使用扫描电镜, 观测分析了采用几种不同银基钎料钎焊的钛合金-不锈钢焊缝 ,发现钛易与其他元素反应,虽然不锈钢基材能与多数钎料发生反应,但在钎料中加少量的镍能减少不锈钢侧与钎料的反应,增强钎料与钛合金的反应,提高连接性能。
此外还有使用电子束钎焊的方法来连接钛合金和钢异种材料,杨忠波[8]使用Ag-Cu钎料来对TA15钛合金和304不锈钢进行电子束钎焊时发现,焊接接头的拉剪强度随着加热时间和束流的增加而增大,达到最大值189MPa后,参数变化反而起反作用,接头最大剪切强度的焊接参数为束流2mA,加热时间96s,聚焦电流550mA,断口发生在钎料与Ti3Cu4反应层上。
参考文献
[1] 马光,黄亮,孙晓亮,贾志华.钛合金与不锈钢焊接研究现状及发展趋势[J].中国材料科技 与设备,2012(6):9-11.
[2] 于启湛.异种金属的焊接[M].北京:机械工业出版社,2012.
[3] 李标峰,刘金荣.钛与钢的焊接[J].材料开发与应用,1986(4).
[4] 杨静,朱常桂,王飞,等.钛合金/不锈钢钎焊接头的组织特征[J].核动力工程,2005,26(4):402-405.
[5] 杨静,王飞,朱金霞,等.Ag95CuNiLi钎料钎焊钛合金与不锈钢异种金属的性能分析Ⅱ焊 性分析[J].焊接学报,2004,25(1):48-51.
[6] 杨仲林.钛合金/钢异种金属真空钎焊试验研究[D].大连:大连理工大学,2006.
[7] 董志红,范洪远.几种不同银基钎料对钛合金/不锈钢钎焊焊缝的影响[J].稀有金属与硬质合金,2004,32(3):23-26.
[8] 杨忠波 钛合金/不锈钢电子束钎焊界面组织及接头性能研究[D].哈尔滨:哈尔滨工业大学,2013.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号