河钢集团承钢公司,河北 承德 067000
摘要:目前HRB500E高强抗震钢筋生产主要采用钒氮微合金化生产,主要技术难点是屈服强度ReL、强屈比Rm/ReL和最大力下总延伸率Agt偏低。结合生产线装备,通过采用铌钒复合微合金化成分设计,以及控轧控冷工艺等措施,成功轧出符合国标要求的HRB500E高强抗震钢筋。
关键词:HRB500E;铌钒复合;控轧控冷
1前言
建材是钢铁工业主要品种大类,随着我国建筑工业的迅速发展,高层建筑、大型水利工程等对钢筋性能的要求越来越高,新版国标GB/T1499.2-2018的发布,HRB500E高强抗震钢筋生产成为大势所趋[1],在棒材生产线上对HRB500E高强抗震钢筋进行了试制,通过采用铌钒复合微合金化成分设计,以及合理控轧控冷工艺措施,成功轧制出HRB500E高强抗震钢筋,各项成分、性能指标均满足标准要求。
2HRB500E高强抗震钢筋要求
抗震钢筋基本技术条件包括:钢筋实测抗拉强度与实测屈服强度之比Rºm/RºeL不小于1.25;钢筋实测屈服强度与规定的屈服强度特征值之比RºeL/ReL不大于1.30;钢筋的最大力总伸长率Agt不小于9.0%的要求[2]。高强抗震钢筋要求具有良好的塑韧性,来最大限度地吸收地震能量,提高建筑物安全性,起到抗震的作用。根据国标GB/T1499.2-2018中HRB500E热轧带肋抗震钢筋力学性能特征值要求,结合生产实际中的时效和检验偏差,制定内控标准,见表1。
| 标准 | ReL/MPa | Rm/MPa | Rºm/RºeL | RºeL/ReL | Agt/% |
| 国标 | ≥500 | ≥630 | ≥1.25 | ≤1.30 | ≥9 |
| 内控 | 520~650 | ≥650 | ≥1.25 | ≤1.30 | ≥9 |
3工艺设计
HRB500E高强抗震钢筋钢,单纯靠C、Si、Mn不能很好的满足GB/T1499.2-2018要求,生产企业一般采用微合金化,匹配轧后控冷工艺。目前钢筋生产企业主要采用Nb、V、Ti微合金化工艺生产,微合金元素在钢中的固溶、沉淀、细晶使微合金元素形成的碳氮化物在温度较高时固溶,温度较低时析出,起到细精强化、固溶强化和沉淀强化等作用。
3.1炼钢成分控制
试制生产中采用铌钒复合微合金化生产HRB500E高强抗震钢筋,钒的强化效果比较显著,且生产过程易于控制、稳定性强[3];铌可阻止奥氏体晶粒长大,有较强的细晶强化效果。HRB500E高强抗震钢筋强度和塑性分配要合理,生产中容易出现强度偏低或强度达标强屈比不达标等情况。成分设计C:0.21~0.25%、Si≤0.80%、Mn:1.40~1.60%、P≤0.045%、S≤0.045%、V≤0.040%、Nb≤0.025%,为保证高强抗震钢筋力学性能C、Si、Mn靠中上限控制;P、S影响钢筋塑性指标生产中靠中下限控制。
3.2轧钢工艺控制
HRB500E高强抗震钢筋铌钒复合微合金化生产,根据理论与实际相结合,微合金化生产只有与适当的控轧控冷工艺相匹配才能充分发挥微合金的效果,因此设计合理的控轧控冷工艺是微合金得到充分发挥的主要手段。生产中钢筋的强度随着冷却速率的升高而增加,但过高的冷却速率也会对高强抗震钢筋的塑性不利,冷却速度过快,来不及发生铁素体转变,温度就降到了低温转变区,形成了较大尺寸的贝氏体组织,虽然强度提高,但降低了高强抗震钢筋塑性,塑性指标不能达到标准要求。加热温度控制≤1100℃,炉内加热时间90-120min,为避免加热时间过长形成粗大的原始奥氏体晶粒,在停轧或更换备件时进行降温操作。上冷床温度≤900℃使钢筋在缓慢的冷却速度发生相变,得到优良铁素体加珠光体组织,使钢筋具有良好综合机械性能。
4实验结果
4.1力学实验结果
通过3次实验,HRB500E高强抗震钢筋Φ18、Φ20mm规格力学性能各项指标全部符合GB/T1499.2-2018标准技术要求。铌钒复合微合金化及合理控轧控冷工艺使钢筋性能更加稳定,屈服波动值45MPa,抗拉波动值45MPa,Agt最小10.2%、最大17.3%、平均14.1%,使钢筋能抵抗更大的破坏。检验过程随机抽检方式,保证钢筋通条每个点的性能得到检验,下表为产品实测值平均值:
表2产品实测性能
| ReL/MPa | Rm/ MPa | Rºm/ RºeL | RºeL/ ReL | A/% | Agt/% | |
| 国标 | ≥500 | ≥630 | ≥1.25 | ≤1.30 | / | ≥9 |
| 内控 | 520~650 | ≥650 | ≥1.25 | ≤1.30 | / | ≥9 |
| 实测Φ18 | 541 | 685 | 1.27 | 1.08 | / | 13.6 |
| 实测Φ20 | 544 | 692 | 1.27 | 1.09 | / | 14.4 |
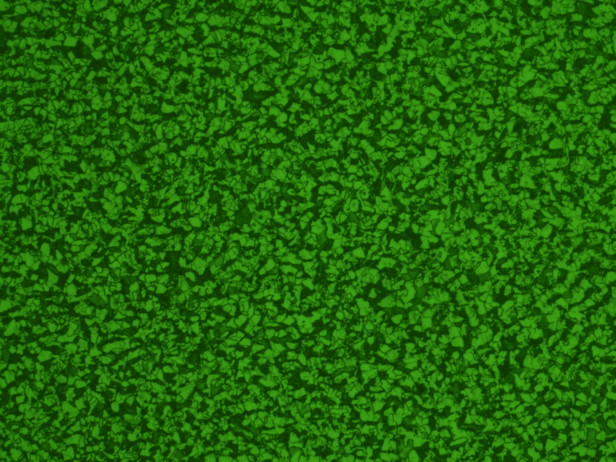
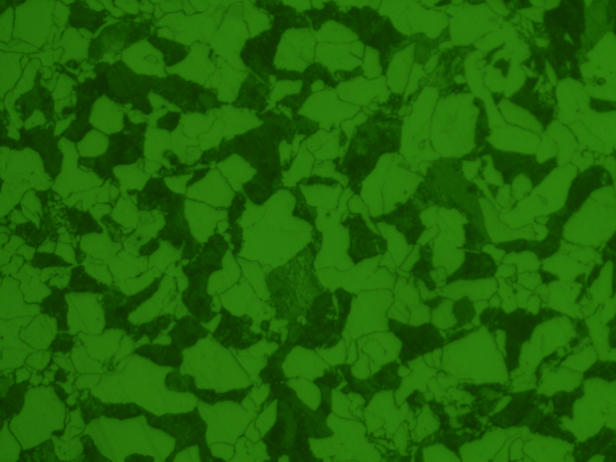
4.2金相实验结果
利用金相显微镜对HRB500E高强抗震钢筋金相检验基体组织均匀为F+P,晶粒度9.5级到10.5级之间。
成分
| 牌号 | C | Si | Mn | P | S | V | N |
| HRB500E | ≤0.28 | ≤0.80 | ≤1.60 | ≤0.045 | ≤0.045 | ≤0.020 | ≥0.020 |
经查阅相关资料和我公司研究表明:高强抗震钢筋钢中,约36%的V形成碳氮化钒;高强抗震钢筋钢中,约70%的V形成碳氮化钒。为此提高钢中N含量,以最大限度发挥V的强化作用。为确保能够形成大量的碳氮化物或氮化物,对N的下限进行了限定。生产过程中负差按0负差或微正差控制,同时实施窄负差范围轧制,保证成品性能稳定。
性能
| 屈服 | 抗拉 | 强屈比 | A | Agt |
| 640-660 | 830-840 | 16-18 | 10.5-12 |
显微组织
| 显微组织 | 晶粒度 |
| P+F,P约40%-45% | 9.5-10 |
金相照片:
4.3时效检验
时效15天后屈服降低10MPa,抗拉降低4MPa,Agt提高1.2%,时效30天较15天时效变化不大,整体趋于稳定,说明钢筋具有良好的低应变时效性,确保钢筋使用时仍有较高的强度和韧性。
5抗震效果显著
经过不断地实践及研发,用户对HRB500E级钢筋优越性已经得到充分的认识,市场对HRB500E级钢筋将会越来越认可,其优越性越来越明显,HRB500E级钢筋的发展前景十分广阔,潜在的市场十分巨大。 HRB500E级钢筋在抗震建筑中发挥重要作用,是未来建筑用钢发展的必然趋势。在大地震后的灾后重建工作中要求采用抗震性能好的建筑钢材,HRB500E级钢筋能够满足这些要求,显示HRB500E级钢筋在抗震方面的优越性能。
从节能减排角度看,在钢材消费中应树立科学消费观念,积极研发HRB500E级钢等高强度高性能建筑钢材,可降低工程总造价,并且能够减少钢材运输费用。使用高等级节能钢筋,能够有效节约资源,降低成本,减少大量废气和粉尘排放,对建设节约型社会具有重要作用。按照发展循环经济和科学发展观的要求,研发使用HRB500E级钢筋等高强度高性能的建筑钢材,钢厂研发部门多研究出生产节材型钢材成果,达到节约、科学、合理使用钢材,来满足国内市场的需求,经济效益和社会效益都十分显著。
结束语:
采用铌钒复合微合金化和控轧控冷工艺生产HRB500E高强抗震钢筋,利用微合金元素细精强化、固溶强化和沉淀强化等作用,与控制控冷工艺相结合,产品性能较稳定,检测产品实物质量全部符合标准要求。炼钢采用窄成分控制避免成分波动过大导致性能不稳定,轧钢采用合理的控制控冷工艺,避免较多贝氏体组织。
参考文献:
[1]全国高强钢筋推广应用生产技术指导组.高强钢筋生产技术指南[M].北京:冶金工业出版社,2013.
[2]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.钢筋混凝土用钢:第2部分热轧带肋钢筋:GB/T1499.2-2018[S].
[3]LAGNEBORGR,HUTCHINSONB,SIWECKIT,等.钒在微合金钢中的作用[M].北京:冶金工业出版社,2015.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号